

Definizione di stampo per cruscotto automobilistico
● ● ● ● ●
Gli stampi per cruscotti automobilistici determinano la qualità del cruscotto stesso. I cruscotti prodotti utilizzando stampi a iniezione di alta qualità combinano sicurezza, funzionalità, comfort ed estetica, e sono ampiamente utilizzati in diversi contesti di produzione automobilistica. Per ottimizzare continuamente la qualità superficiale dei prodotti in plastica, migliorare significativamente la qualità complessiva del prodotto e ridurre efficacemente i cicli di produzione, KRMOLD rimane profondamente impegnata nel settore degli stampi per cruscotti automobilistici. KRMOLD innova e perfeziona costantemente le proprie tecnologie di progettazione e produzione di stampi a iniezione per cruscotti automobilistici, impegnandosi a fornire ai propri clienti soluzioni altamente competitive. In qualità di produttore e fornitore leader di stampi a iniezione avanzati per cruscotti automobilistici, KRMOLD si dedica al settore da oltre vent'anni, specializzandosi in ricerca e sviluppo, progettazione, produzione e vendita di stampi per cruscotti automobilistici. KRMOLD si impegna a fornire ai produttori automobilistici globali stampi a iniezione di precisione per cruscotti automobilistici che offrano qualità superiore ed economicità. KRMOLD gestisce uno stabilimento di produzione nel Guangdong, in Cina, con un team di produzione professionale e supportato da un sistema di assistenza completo. KRMOLD è pronta a rispondere alle esigenze dei clienti in qualsiasi momento, offrendo servizi completi che spaziano dalla progettazione degli stampi, alla prototipazione, alla produzione in serie e all'assistenza post-vendita. Se necessitate di uno stampo personalizzato per il cruscotto della vostra auto, progettato specificamente per il vostro modello, vi invitiamo a contattare immediatamente KRMOLD; grazie alla nostra competenza professionale e alla vasta esperienza, realizzeremo una soluzione di stampaggio a iniezione su misura per il cruscotto della vostra auto, perfettamente in linea con le vostre esigenze.

Parametri dello stampo del pannello strumenti automobilistico
● ● ● ● ●
| Materiale dello stampo | Acciaio |
| Prodotto | Stampo a iniezione per cruscotti automobilistici |
| Quantità minima d'ordine (MOQ) | 1 set |
| Materiale del prodotto | Plastica |
| Sistema di corsa | Corridore caldo |
| Conteggio delle carie | Cavità singola |
| Finitura superficiale | Lucidatura/Testurizzazione (personalizzabile su richiesta) |
| Personalizzazione del logo | Supportato |
Diagramma di flusso del processo di produzione degli stampi per il cruscotto automobilistico
● ● ● ● ●
Lavorazione di sgrossatura e pretrattamento — Trattamento termico e lavorazione di precisione — Fresatura CNC ad alta velocità — Elettroerosione — Taglio a filo — Foratura profonda — Rettifica — Trattamento superficiale e processi speciali — Incisione testurizzata — Lucidatura — Indurimento superficiale — Ispezione di precisione dei componenti — Assemblaggio e collaudo degli stampi
Progettazione di stampi per cruscotti automobilistici
● ● ● ● ●
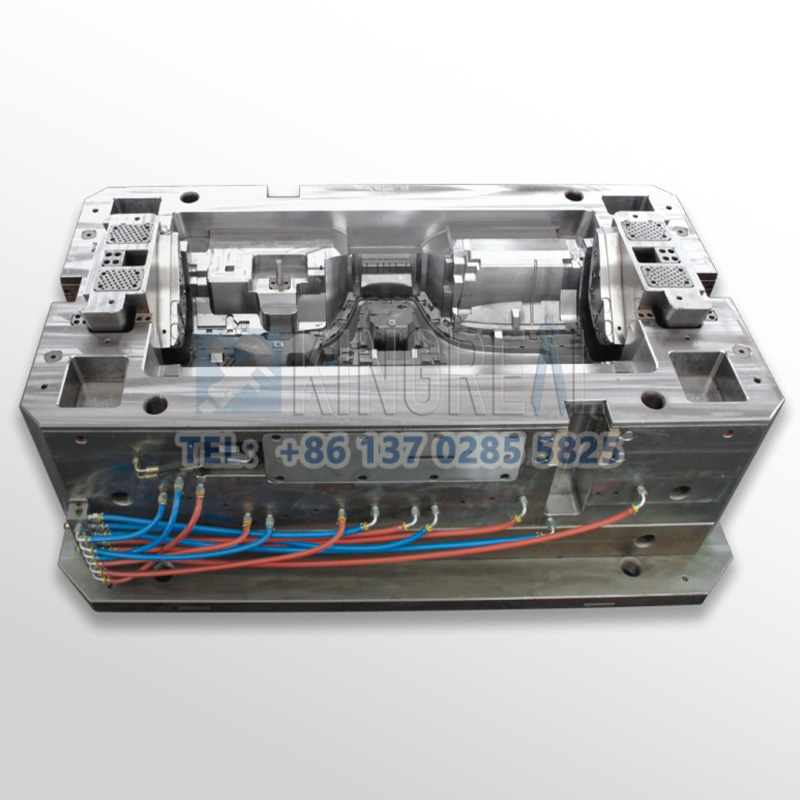
Durante il processo di progettazione degli stampi a iniezione per cruscotti automobilistici, KRMOLD integra in modo completo fattori quali i requisiti di installazione, gli ambienti operativi e le proprietà dei materiali per garantire, sotto ogni aspetto, prestazioni di stampaggio ottimali del cruscotto finito. I componenti in plastica del cruscotto automobilistico presentano strutture complesse che integrano numerosi punti di fissaggio; inoltre, richiedono una precisione dimensionale estremamente elevata, poiché anche la minima deviazione potrebbe compromettere i successivi processi di assemblaggio e la sicurezza operativa. In particolare, le aree di aggancio del cruscotto fungono da punti di carico critici; pertanto, è fondamentale progettare con precisione le scanalature di riduzione della resina in queste zone. Questa misura previene efficacemente i difetti superficiali, come ritiri e avvallamenti, sul componente in plastica, salvaguardando così sia l'integrità strutturale dei punti di aggancio sia la qualità estetica del pezzo. Inoltre, essendo un componente fondamentale e visibile all'interno dell'abitacolo del veicolo, la superficie esposta del cruscotto deve essere completamente priva di difetti come macchie, segni di iniezione, ritiri e linee di saldatura. Questi requisiti rigorosi impongono esigenze eccezionalmente elevate alla progettazione degli stampi a iniezione per cruscotti automobilistici.
● Sistema a canale caldo per stampi a iniezione per cruscotti automobilistici
Date le complesse caratteristiche strutturali dei cruscotti automobilistici e i rigorosi standard estetici che devono soddisfare, tutti gli stampi per cruscotti auto prodotti da KRMOLD incorporano sistemi a canale caldo avanzati. A causa delle dimensioni considerevoli e della struttura intricata del cruscotto, unite alle significative differenze di altezza lungo le linee di separazione dello stampo a iniezione per cruscotti auto, il flusso della plastica fusa durante il processo di riempimento dello stampo diventa particolarmente problematico, causando spesso problemi come riempimento non uniforme e linee di saldatura evidenti. Dopo un'analisi approfondita e rigorosi test, che hanno tenuto conto delle caratteristiche strutturali del componente in plastica, delle proprietà del materiale (come la fluidità del PC/ABS e il tasso di ritiro del PP modificato), dei requisiti di qualità superficiale e delle caratteristiche della produzione di massa, il team tecnico di KRMOLD ha optato per uno schema di iniezione sequenziale a due punti con valvola e sistema a canale caldo. Questa soluzione non solo migliora efficacemente la fluidità della plastica fusa durante l'iniezione, ottimizzando così il riempimento e garantendo che il fuso riempia uniformemente l'intera cavità dello stampo, ma elimina anche completamente gli scarti generati dalla plastica solidificata all'interno del sistema di canali dopo l'iniezione. Di conseguenza, l'efficienza di utilizzo dei materiali aumenta a oltre il 95%, mentre il ciclo di stampaggio si riduce significativamente, portando a un sostanziale incremento dell'efficienza produttiva e alla realizzazione di una produzione ecocompatibile ed efficiente.
●Configurazione del perno di espulsione per stampi a iniezione per cruscotti automobilistici
Per affrontare le sfide poste dalle notevoli differenze di altitudine del cruscotto e dalla sua estesa struttura a nervature, il team tecnico di KRMOLD ha implementato una configurazione strategica di perni di espulsione all'interno delle aree a rete dello stampo mobile. Questa soluzione è progettata per prevenire il fenomeno di aspirazione sottovuoto, che può verificarsi quando l'aria rimane intrappolata e non può essere espulsa efficacemente durante il processo di riempimento dello stampo, evitando così difetti come deformazioni o riempimento incompleto del cruscotto. Sfruttando in modo intelligente i minimi spazi tra i perni di espulsione e lo stampo mobile come canali di sfiato naturali, questa configurazione garantisce una regolare evacuazione dell'aria dalla cavità dello stampo durante il processo di riempimento, assicurando in tal modo una qualità costante del cruscotto stampato.
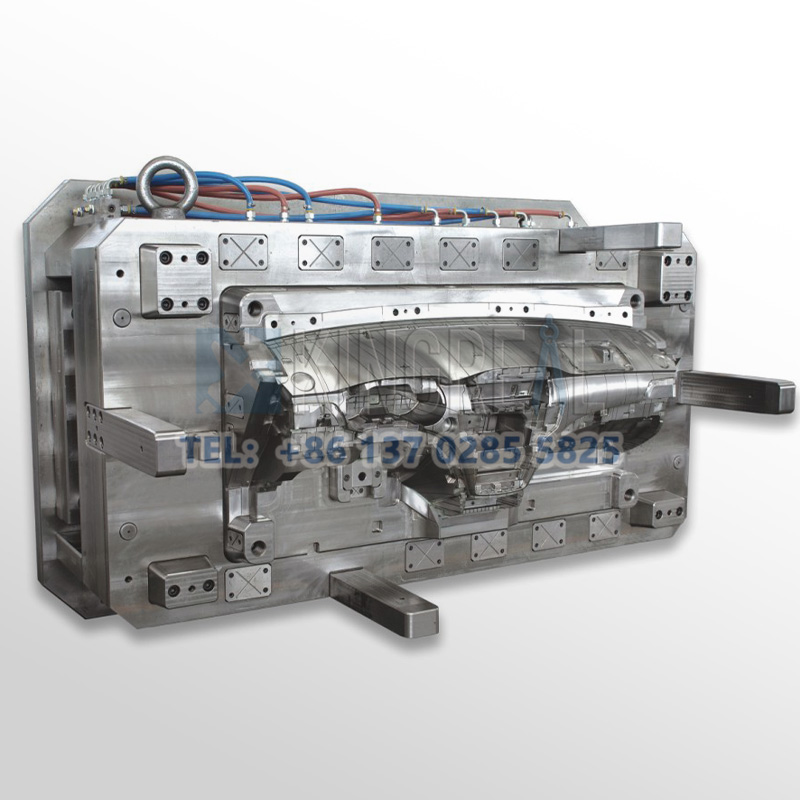
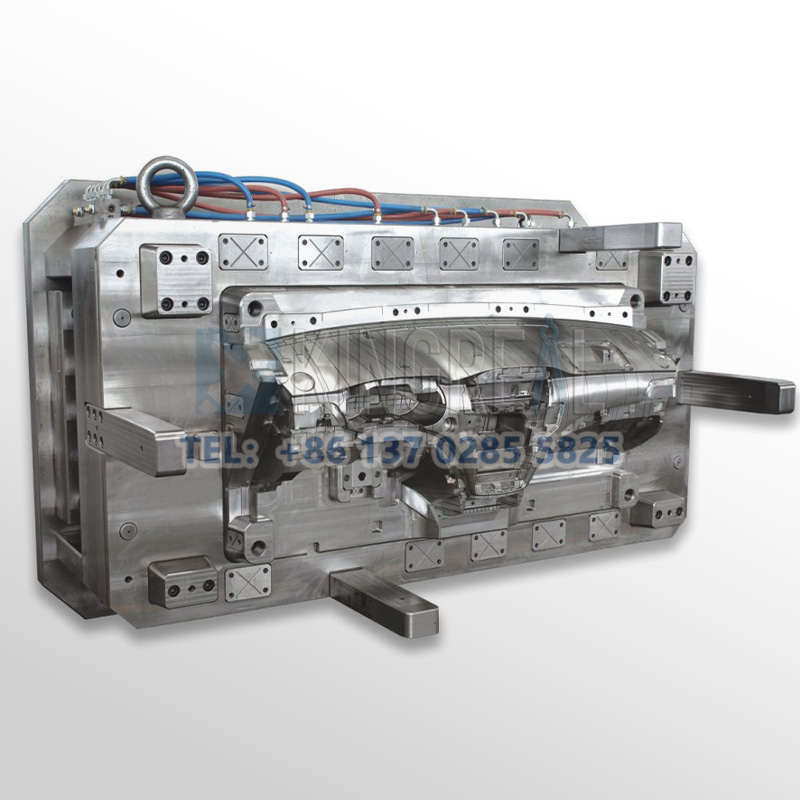
●Una soluzione pratica e stabile per lo stampaggio a iniezione di cruscotti per auto
Per quanto riguarda la progettazione strutturale dello stampo del cruscotto automobilistico, su entrambi i lati del cruscotto sono impiegati ampi cursori per adattarsi in modo flessibile ai contorni laterali e alle rientranze, garantendo così un'estrazione agevole. Un grande blocco di espulsione è posizionato nella sezione centrale del lato centrale per gestire efficacemente la complessa geometria della zona centrale del cruscotto, prevenendo graffi o deformazioni durante il processo di estrazione. Nello specifico, per i punti di fissaggio dell'airbag, è stata progettata una speciale struttura a rampa accelerata, insieme a un meccanismo di contro-espulsione mirato, per impedire efficacemente che il componente in plastica aderisca allo stampo a iniezione del cruscotto. Ciò garantisce la precisione e l'integrità strutturale dei punti di fissaggio dell'airbag, contribuendo così alla sicurezza complessiva del veicolo.
●Progettazione del sistema di raffreddamento per lo stampo del cruscotto automobilistico
Date le significative variazioni di spessore e profondità intrinseche ai cruscotti automobilistici, i metodi di raffreddamento convenzionali spesso faticano a garantire un raffreddamento uniforme. Per migliorare l'efficienza del raffreddamento e aumentare la produttività, KRMOLD ha progettato i canali di raffreddamento per questo stampo a iniezione per cruscotti automobilistici in modo da seguire un layout di raffreddamento conformale che traccia i contorni specifici del prodotto. Questi canali si allineano con precisione alle superfici curve del cruscotto e alle zone a spessore variabile, garantendo un raffreddamento uniforme e riducendo al minimo il ritiro e la deformazione del prodotto. L'implementazione di questo layout di raffreddamento conformale richiede un processo di foratura profonda a 5 assi; sfruttando le precise capacità di posizionamento della tecnologia di lavorazione simultanea a 5 assi, si evitano efficacemente potenziali interferenze di lavorazione. Ciò garantisce la precisione e la levigatezza dei canali di raffreddamento, aumentando ulteriormente l'efficienza del raffreddamento e riducendo i tempi del ciclo di stampaggio.


Caratteristiche dello stampo per il pannello strumenti automobilistico
● ● ● ● ●
1. Caratteristiche strutturali di rilievo su larga scala.
Poiché il cruscotto è classificato come un componente interno in plastica di grandi dimensioni, il relativo stampo per il pannello strumenti automobilistico presenta caratteristiche peculiari: dimensioni esterne considerevoli e un peso complessivo elevato. Durante il processo produttivo, questo stampo a iniezione per il pannello strumenti deve essere utilizzato con una pressa a iniezione di grande tonnellaggio. Di conseguenza, la progettazione strutturale complessiva dello stampo deve soddisfare pienamente i rigorosi requisiti di rigidità e resistenza richiesti da attrezzature così pesanti. L'utilizzo di acciaio per stampi in plastica ad alta resistenza, pre-indurito e sottoposto a lavorazioni di precisione e trattamento termico, previene efficacemente potenziali problemi come la deformazione o il disallineamento dello stampo durante il processo di stampaggio, garantendo così la stabilità della produzione in serie.
2. Struttura della cavità complessa e precisa.
La superficie del cruscotto automobilistico integra una moltitudine di elementi funzionali, tra cui punti di fissaggio per le bocchette dell'aria, alloggiamenti per schermi, incavi per pulsanti e fori passacavi, e presenta numerose irregolarità laterali e sottosquadri. Di conseguenza, il percorso di flusso della plastica fusa all'interno della cavità dello stampo è eccezionalmente lungo, il che comporta una significativa resistenza al flusso durante il processo di iniezione. Ciò impone requisiti estremamente stringenti in termini di precisione di stampaggio, finitura superficiale e progettazione del sistema di ventilazione delle cavità degli stampi a iniezione per cruscotti automobilistici. Grazie alla progettazione digitale e alla lavorazione di precisione, KRMOLD garantisce che le tolleranze dimensionali della cavità siano controllate entro ±0,01 mm e che vengano rispettati gli standard di finitura superficiale; inoltre, integrando un sistema di ventilazione ottimizzato, risolviamo efficacemente tutte le problematiche di riempimento dello stampo.
3. Conformità a rigorosi requisiti estetici.
Essendo un componente interno fondamentale e visibile, la superficie del cruscotto di un'automobile richiede spesso finiture decorative, come texture effetto pelle o opacità, per migliorare la qualità degli interni del veicolo. Di conseguenza, la cavità dello stampo del cruscotto deve essere sottoposta simultaneamente a processi di texturizzazione a grana fine per garantire elevata fedeltà e uniformità nella riproduzione della texture. Inoltre, per evitare danni alla texture superficiale durante il processo di estrazione dallo stampo, KRMOLD controlla rigorosamente l'angolo di sformo degli stampi a iniezione per cruscotti (tipicamente ≥5°). Combinando questo con meccanismi di espulsione di alta qualità, garantiamo che ogni cruscotto prodotto in serie sia esteticamente impeccabile e soddisfi tutti gli standard di uniformità.
4. Requisiti per un funzionamento altamente stabile.
Nel contesto della produzione di massa industrializzata nel settore automobilistico, gli stampi a iniezione per cruscotti devono resistere all'impatto di cicli di apertura e chiusura ad alta frequenza, potenzialmente migliaia al giorno. Ciò impone requisiti rigorosi a parametri prestazionali critici, come la precisione dei sistemi di guida e posizionamento dello stampo per cruscotti, nonché la resistenza all'usura dei componenti chiave. KRMOLD risponde a queste esigenze rinforzando le strutture degli stampi a iniezione per cruscotti, selezionando acciai per stampi di alta qualità resistenti all'usura e applicando trattamenti di nitrurazione superficiale. Queste misure migliorano la resistenza all'usura e la durata dei componenti critici degli stampi per cruscotti, garantendo così un funzionamento stabile e duraturo. Ciò riduce efficacemente i tassi di guasto degli stampi per cruscotti, salvaguarda l'efficienza produttiva e la resa del prodotto e, in definitiva, riduce i costi di produzione per i nostri clienti.

Applicazioni degli stampi per cruscotti automobilistici
● ● ● ● ●
Gli stampi a iniezione per cruscotti automobilistici sono ampiamente utilizzati nella produzione in serie di cruscotti per una vasta gamma di veicoli passeggeri e commerciali. Le nostre soluzioni coprono in modo completo l'intero spettro delle tipologie di veicoli, inclusi i veicoli tradizionali a carburante e i veicoli a energia alternativa (come i modelli completamente elettrici e ibridi). Grazie alla nostra flessibilità e capacità di personalizzazione, soddisfiamo efficacemente le specifiche esigenze produttive di diversi modelli di veicoli e segmenti di mercato.
1) KRMOLD offre progetti strutturali personalizzati per stampi per cruscotti automobilistici
Progettati specificamente per soddisfare i requisiti strutturali dei diversi modelli di veicolo. Ciò garantisce un adattamento perfetto per la produzione di un'ampia gamma di tipologie di veicoli, tra cui berline compatte, SUV, monovolume e autocarri di medie e grandi dimensioni.
2) In linea con le tendenze in evoluzione dell'intelligenza e della connettività nel settore automobilistico.
Gli stampi a iniezione per cruscotti automobilistici prodotti da KRMOLD sono in grado di integrare simultaneamente zone funzionali, come alloggiamenti per luci ambientali, punti di fissaggio per moduli di ricarica wireless e strutture di montaggio per sensori, all'interno di un unico stampo. Questo approccio di stampaggio in un unico pezzo riduce significativamente le fasi di assemblaggio successive, aumentando non solo l'efficienza produttiva, ma anche la precisione di assemblaggio del cruscotto, eliminando così potenziali deviazioni che potrebbero altrimenti verificarsi durante il processo di montaggio.
3) Per i modelli di veicoli di lusso
KRMOLD ottimizza i processi di progettazione e lavorazione degli stampi a iniezione per cruscotti automobilistici, al fine di realizzare caratteristiche di alta gamma, come la texturizzazione superficiale di alta precisione e l'integrazione strutturale senza soluzione di continuità. Utilizzando acciai per stampi temprabili per invecchiamento, garantiamo un'estetica superficiale superiore e una precisione di assemblaggio impeccabile, soddisfacendo così gli elevati standard qualitativi richiesti dalle automobili di lusso. Per i modelli destinati al mercato di massa, invece, ottimizziamo le strutture degli stampi per cruscotti, semplifichiamo le operazioni di lavorazione e selezioniamo materiali per stampi economicamente vantaggiosi, per facilitare una produzione a basso costo e ad alto volume, soddisfacendo efficacemente le esigenze di ampi segmenti di mercato.

Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


