


Cos'è lo stampaggio a inserto?
——
"KRMOLD è un produttore professionale di stampi a iniezione, in grado di fornire ai clienti una progettazione completa di stampi a iniezione, produzione e servizio post-vendita. KRMOLD ha quasi 20 anni di esperienza in progetti di stampaggio a iniezione, si impegna a fornire ai clienti una soluzione di produzione completa e cerca vantaggi di produzione di prodotti di stampaggio a iniezione a lungo termine. Gli stampi a iniezione KRMOLD possono realizzare una varietà di diversi processi di stampaggio a iniezione, tra cui Insert Molding aiuta i clienti in molti settori a risolvere le loro esigenze di produzione."
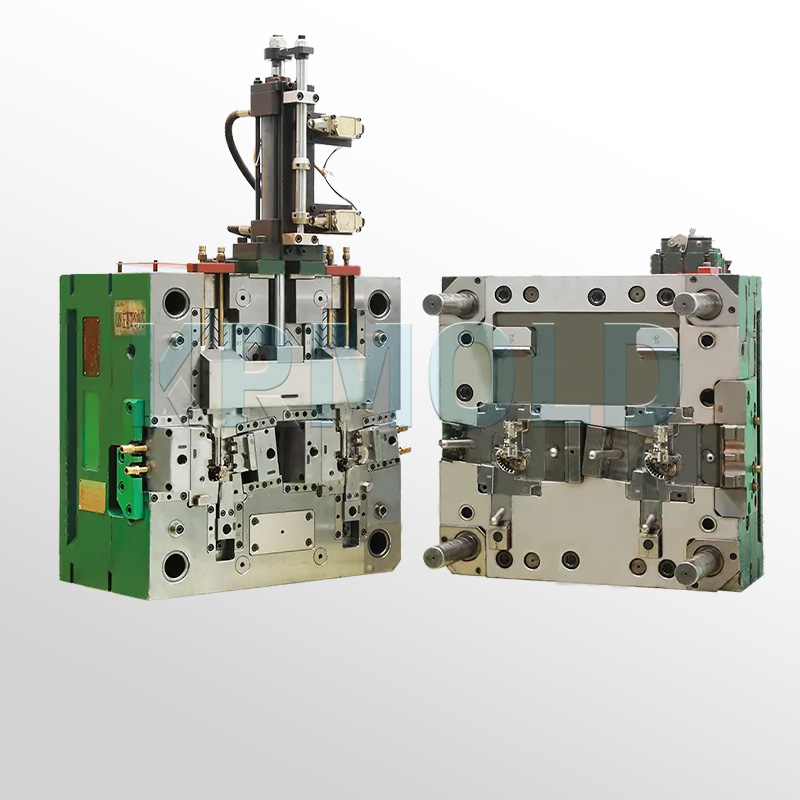
Lo stampaggio a inserto è un processo di stampaggio a iniezione in cui parti metalliche o altre parti prefabbricate (inserti) vengono inserite in uno stampo e poi incapsulate in plastica, solitamente utilizzato nei settori delle attrezzature marine, aerospaziale, automobilistico, elettrico ed elettronico e medico.
Lo stampaggio a inserto è un processo che combina un inserto in metallo o altro materiale, prefissato in uno stampo a iniezione, con la plastica. Durante il processo di stampaggio a iniezione, la plastica viene iniettata e modellata attorno all'inserto e, dopo l'apertura dello stampo, l'inserto viene incapsulato dalla plastica raffreddata e indurita, dando origine a prodotti con inserti quali filettature ed elettrodi. Il processo di stampaggio a inserto può migliorare la resistenza, la resistenza all'abrasione, la conduttività elettrica, la resistenza al calore o la resistenza all'acqua dei prodotti combinando le proprietà di materiali diversi (come la facilità di stampaggio della plastica e la rigidità dei metalli) ed è ampiamente utilizzato nello stampaggio a iniezione di parti e componenti nei settori delle attrezzature marine, aerospaziali, automobilistiche e degli elettrodomestici ed elettronici.

Vantaggio dello stampaggio a iniezione
——
1. Sinergia dei materiali e innovazioni nelle prestazioni
Stampaggio a iniezione attraverso la plastica di facile stampaggio, elasticità e metallo di rigidità, elevata resistenza e resistenza al calore si completano a vicenda per ottenere la complessa struttura di stampaggio integrato, stampo a iniezione di guscio elettronico di precisione utilizzando il processo di produzione di stampaggio a iniezione per tenere conto del miglioramento della leggerezza e delle prestazioni. Combinazione di isolamento in plastica e conduttività metallica per soddisfare le funzioni di base dei prodotti elettrici.
2. Migliorare l'efficienza della produzione di stampaggio a iniezione
Lo stampaggio a iniezione mediante il processo di stampaggio a iniezione può eliminare la saldatura/rivettatura e altre lavorazioni secondarie, accorciare il ciclo di assemblaggio, ridurre l'investimento di manodopera e attrezzature. Allo stesso tempo, la macchina per stampaggio a iniezione verticale e il robot, l'intera linea di dispositivi collegati per ottenere il posizionamento dell'inserto, l'iniezione e l'ispezione dell'intero processo di automazione, migliorano l'efficienza e la resa, per i clienti per migliorare l'efficienza della produzione a lungo termine.
3. Innovazione nella progettazione degli stampi
materiali di inserimento per stampaggio a iniezione che coprono metallo, vetro, fibre, materie plastiche tecniche, ecc., per supportare applicazioni intersettoriali, tramite l'ottimizzazione dello stampo e la pre-elaborazione dell'inserto, per ottenere miniaturizzazione, strutture a pareti sottili e biomimetiche, innovazioni nelle limitazioni di progettazione tradizionali.
4.Effetto di stampaggio a iniezione ad alta precisione
La plastica fusa e gli inserti sono avvolti strettamente, la precisione del controllo dello spazio raggiunge il livello del micron, il che migliora significativamente la resistenza alle vibrazioni e la tenuta, e adotta un design che evita la superficie di separazione, la compressione del perno inclinato e il raffreddamento a gradiente, evitando sbavature e concentrazione di stress interno, per garantire la stabilità di stampaggio di inserti complessi.
5. Migliorare la qualità dei prodotti stampati a iniezione
Il preriscaldamento degli inserti e la pressione di iniezione sono coordinati per ridurre il rischio di deformazione causato dalle differenze nel coefficiente di dilatazione termica, mentre i sensori IoT integrati monitorano la temperatura dello stampo e lo stato di posizionamento degli inserti in tempo reale e si combinano con la simulazione Moldflow per prevedere il problema della deviazione di punzonatura e ridurre il tasso di prodotti difettosi.



Processo di stampaggio a inserto
——
1. inserire il pretrattamento
stampaggio a iniezione il primo passaggio è rimuovere l'olio dell'inserto, lo strato di ossidazione e tramite sabbiatura, placcatura o trattamento chimico per migliorare la forza di legame con la plastica. Nel nuovo connettore per batteria per veicoli energetici lo stampaggio a iniezione deve essere pre-argentato degli inserti in rame all'interno del prodotto per migliorare la conduttività e la resistenza alla corrosione. Per la differenza tra il coefficiente di dilatazione termica degli inserti in metallo e la plastica, gli inserti devono essere preriscaldati per ridurre la deformazione o la rottura causata dallo stress interno dopo lo stampaggio.
2. Installazione dello stampo ad iniezione
Gli inserti sono orientati da un tavolo vibrante e il robot (EOAT) con sistema di visione afferra gli inserti e li posiziona con precisione nelle cavità dello stampo a iniezione con l'aiuto di adsorbimento sotto vuoto o pinze meccaniche. Macchina per stampaggio a iniezione verticale perché lo stampo è rivolto verso l'alto, è più facile ottenere un posizionamento completamente automatizzato dell'inserto, un caso comune è il processo di produzione dello stampo a iniezione dell'alloggiamento del sensore automobilistico.
3. Iniezione di plastica
Dopo l'installazione dello stampo a iniezione, l'iniezione ad alta pressione assicura che la massa fusa riempia completamente gli spazi tra gli inserti e riduca le sacche d'aria. La temperatura di fusione deve essere abbinata con precisione alle proprietà del materiale e la temperatura dello stampo è controllata da un regolatore di temperatura dello stampo per ridurre il restringimento. In generale, si preferiscono polimeri a cristalli liquidi o PEEK polietere etere etere chetone, che combinano resistenza alle alte temperature con basso restringimento, il che è adatto per componenti elettronici di precisione.
4. Raffreddamento e stagionatura
La macchina per stampaggio a iniezione utilizza un sistema di raffreddamento a gradiente per accelerare la polimerizzazione e accorciare i tempi di ciclo. Alcuni materiali (ad esempio la resina epossidica) devono essere riscaldati due volte per la polimerizzazione, per migliorare le proprietà meccaniche.
5. Sformatura ed espulsione
La disposizione del ditale deve essere evitata nell'area degli inserti per evitare che gli inserti vengano sollecitati durante l'espulsione. Per i prodotti stampati a iniezione a parete sottile, si utilizza un espulsore pneumatico o una barra di espulsione flessibile per ridurre il rischio di deformazione. Il sistema di automazione sincronizza il rilascio dello stampo e il recupero dell'inserto.
6. Controllo di qualità delle parti stampate a iniezione
Il taglio laser o la vibrazione ultrasonica rimuovono il materiale in eccesso per garantire la finitura superficiale della parte esposta degli inserti e, allo stesso tempo, i sensori di pressione/temperatura sono integrati nello stampo per fornire un feedback in tempo reale sulla deviazione dei parametri di iniezione. Test di conduttività elettrica e test di tenuta per prodotti stampati a iniezione.

Applicazione dello stampaggio a inserto
——

1.Stampo per stampaggio a iniezione per autoveicoli
Il sistema di gestione della batteria, l'unità di distribuzione dell'alimentazione ad alta tensione e i componenti dell'inverter dei nuovi veicoli energetici sono combinati con plastiche isolanti come file di rame e altri inserti metallici tramite la tecnologia di stampaggio a iniezione di inserti per isolare efficacemente il rischio di cortocircuito ad alta tensione e ottimizzare allo stesso tempo lo spazio di layout. Connettori elettrici per autoveicoli tramite inserti metallici in ottone o rame e PBT, PA e altre plastiche tecniche combinate per ottenere elevata conduttività e resistenza alla corrosione.
2.Stampo per stampaggio a iniezione di elettronica di consumo
Il modulo dell'antenna per telefono cellulare adotta inserti metallici e stampaggio a iniezione di polimeri a cristalli liquidi, tenendo conto del peso sottile e leggero e della capacità di trasmissione del segnale ad alta frequenza; il connettore dell'interfaccia di tipo C integra terminali conduttivi tramite la tecnologia di inserimento per migliorare la resistenza meccanica e la stabilità elettrica.
3. Stampi per iniezione di dispositivi medici
Manici per bisturi chirurgici, impianti ortopedici tramite inserti in lega di titanio e plastiche biocompatibili PEEK, tenendo conto della rigidità, della resistenza alla sterilizzazione e del design ergonomico; strumenti dentali nella sonda metallica e guarnizioni in plastica stampate integrate per migliorare la precisione dell'operazione. Penne per insulina, inalatori, ecc. tramite l'integrazione di stampaggio di inserti di valvole metalliche e guscio in plastica, per garantire tenuta e durata; cateteri medici tramite gli inserti in filo guida in acciaio inossidabile per migliorare la resistenza alla flessione
4. Stampi per stampaggio a iniezione aerospaziale
Scheletro del sedile dell'aereo, chiusura del bagaglio con inserti in lega di alluminio combinati con plastiche rinforzate in PPS, per soddisfare i requisiti dell'elevato rapporto resistenza/peso e resistenza alla corrosione; guscio del sensore tramite la tecnologia degli inserti per ottenere prestazioni di stabilità della temperatura estrema. Gli alloggiamenti del sensore sono stabilizzati dalla tecnologia degli inserti per temperature estreme. I connettori dell'aereo sono realizzati con inserti in rame placcato oro combinati con plastiche PEI resistenti alle alte temperature per garantire l'affidabilità della trasmissione del segnale; gli elementi di fissaggio utilizzano lo stampaggio degli inserti per ridurre il numero di fasi di assemblaggio e migliorare la coerenza strutturale.
Caratteristica di progettazione dello stampo a iniezione con stampaggio a inserto
——
1. Assicurare il corretto posizionamento degli inserti
Prima dello stampaggio a iniezione, è necessario utilizzare il serraggio meccanico, l'aspirazione magnetica, l'adsorbimento sotto vuoto, il posizionamento dei perni e altri modi per fissare gli inserti, per garantire che non si muovano durante il processo di iniezione e la progettazione di una struttura antiscivolo per migliorare la forza di legame della plastica. In generale, KRMOLD suggerisce ai clienti di utilizzare robot per automatizzare il posizionamento degli inserti al fine di migliorare la precisione e ridurre l'errore umano, il che è adatto per la produzione di massa. Progettare un sistema di guida degli inserti appropriato per garantire un allineamento preciso del robot e ridurre i tempi di prelievo e posizionamento.
2. Progettazione della porta dello stampo a iniezione
Il design dello stampo a iniezione dell'inserto adotta un design del canale bilanciato per garantire un riempimento uniforme della plastica ed evitare bolle d'aria e segni di fusione. Aumentare la fessura di scarico nello stampo per evitare la ritenzione d'aria che provoca bolle, punti neri o segni di fusione, impostare lo scarico assistito dal vuoto per lo stampaggio a iniezione di inserti di precisione, migliorare l'effetto di riempimento. Adottare un canale di raffreddamento attorno all'inserto per garantire un raffreddamento uniforme ed evitare stress termico.

Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


