


Cos'è lo stampaggio a iniezione multicavità?
——
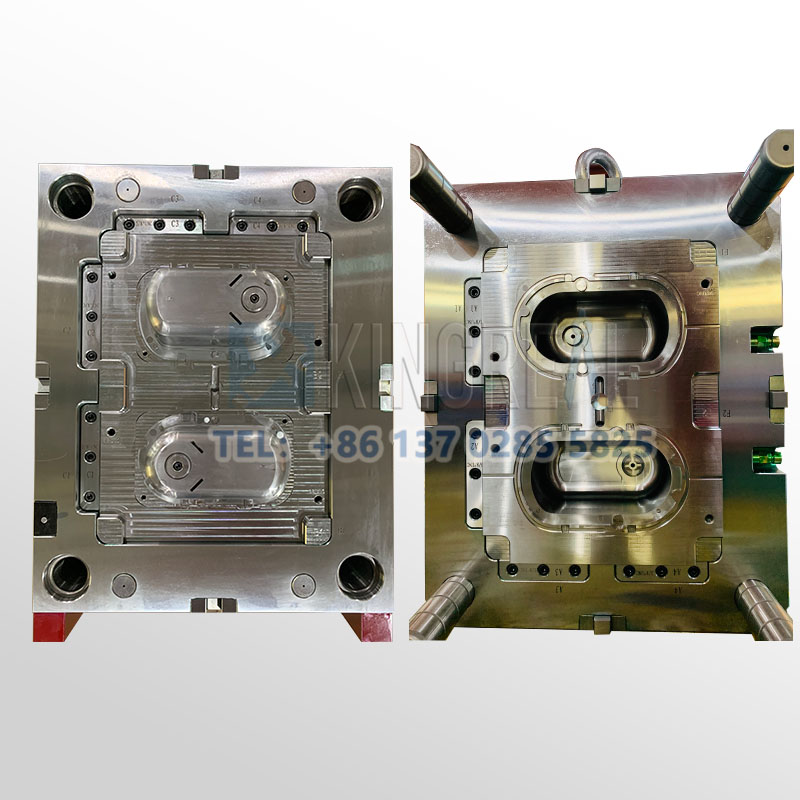
Lo stampaggio a iniezione multi-cavità utilizza uno stampo a iniezione multi-cavità, integrando più cavità identiche nello stesso stampo, ogni cavità replica la geometria e la struttura del prodotto, il processo di stampaggio a iniezione è solitamente un'iniezione ad alta pressione di plastica fusa nel collettore principale per riempire uniformemente tutte le cavità, per ottenere la produzione simultanea di un certo numero di parti uguali all'interno di un singolo ciclo di stampaggio a iniezione. Gli stampi a iniezione multi-cavità personalizzati vengono utilizzati per soddisfare le esigenze di produzione ad alto volume di una varietà di parti e componenti in plastica, aumentando l'efficienza e la produzione.
In qualità di produttore professionale nel campo degli stampi a iniezione, KRMOLD si impegna a fornire ai clienti soluzioni complete di progettazione e produzione di stampi a iniezione e a progettare stampi a iniezione in base alle effettive esigenze di produzione dei clienti. Nei settori automobilistico, medico, dell'elettronica di consumo e degli elettrodomestici, dove la domanda di piccole parti è in crescita, KRMOLD progetta stampi a iniezione multi-cavità per soddisfare la domanda di produzione di stampaggio a iniezione su larga scala per ottenere una produzione di massa di parti.

In cosa consiste il processo di stampaggio a iniezione multicavità?
——
1. Preparazione del materiale
In base alle materie prime dei pezzi da stampare a iniezione, vengono selezionate e asciugate materie prime plastiche idonee (ad esempio PP, ABS, PC, PA, ecc.) per rimuovere l'umidità e prevenire difetti di stampaggio.
2. Fusione della plastica
La vite della macchina per stampaggio a iniezione riscalda la plastica per fonderla alla temperatura impostata; la plastica fusa viene miscelata uniformemente nella vite e viene mantenuta la giusta viscosità per garantirne la fluidità.
3. Iniezione e riempimento
Iniezione di plastica fusa nei canali e nelle cavità di uno stampo a iniezione multi-cavità. Assicurarsi che i canali siano distribuiti uniformemente in modo che la plastica riempia tutte le cavità simultaneamente per evitare peso irregolare o difetti nel prodotto.
4.Imballaggio e raffreddamento
Una volta completato lo stampaggio a iniezione, viene applicata pressione dopo il riempimento per impedire alla plastica di restringersi e per aumentare la densità del prodotto. La plastica viene polimerizzata nello stampo a iniezione multi-cavità e vengono utilizzati canali di raffreddamento ad acqua per garantire temperature uniformi dello stampo e ridurre deformazioni e deformazioni.
5. Apertura e espulsione dello stampo
Lo stampo a iniezione multi-cavità si apre e il prodotto viene rilasciato dalla cavità. Il prodotto viene spinto fuori dallo stampo tramite il sistema di espulsione. Gli stampi multi-cavità devono garantire che tutti i prodotti vengano rilasciati senza problemi allo stesso tempo per evitare incollamenti o deformazioni.



Quali sono i vantaggi dello stampaggio a iniezione multicavità?
——

Lo stampo a iniezione multi-cavità può realizzare un singolo stampaggio in grado di produrre più parti, come una su 60 o anche una su 128, ecc., adatto per parti automobilistiche, alloggiamenti elettronici e altre richieste ad alto volume. L'uso di stampi a iniezione multi-cavità può ridurre il consumo energetico delle apparecchiature e i costi di manodopera distribuiti su più prodotti, l'economia è significativa.

Il design della consistenza della cavità dello stampo a iniezione multi-cavità assicura tolleranze dimensionali, proprietà meccaniche stabili, riducendo le differenze di lotto. Migliora il tasso di utilizzo del materiale è elevato, riduce gli sprechi.

Sostituendo lo stampo a iniezione o modificando i parametri, è possibile adattarlo a materiali diversi e strutture complesse e utilizzarlo insieme allo stampaggio a iniezione con inserto.
Applicazione per stampaggio a iniezione multicavità
——
| Prodotti industriali | Requisiti tecnici |
Stampo a iniezione per paraurti, stampo a iniezione per pannelli strumenti, stampo a iniezione per connettori. Elevata resistenza, resistenza alla temperatura, produzione ad alto volume | |
| Elettronica di consumo | Stampo a iniezione per alloggiamenti per telefoni cellulari, stampo a iniezione per tastiere, stampo a iniezione per gruppi caricabatterie. Elevata finitura superficiale, precisione dimensionale |
| Dispositivi medici | Stampo per iniezione di siringhe, stampo per iniezione di tubi per infusione, stampo per iniezione di alloggiamenti per strumenti chirurgici. Biocompatibilità, stampaggio asettico |
| Industria dell'imballaggio | Stampo a iniezione per tappi di bottiglia, stampo a iniezione per contenitori per alimenti. Cicli di prototipazione rapidi e leggeri |
Acome risolvere lo squilibrio del flusso di fusione negli stampi multi-cavità?
——
"Nel processo di stampaggio a iniezione, ci sono molte ragioni per lo squilibrio del flusso di fusione, tra cui lo squilibrio del flusso causato dal cambiamento di temperatura è particolarmente difficile da rilevare ed evitare, portando così un grande inconveniente alla produzione di stampaggio a iniezione. Quindi, qual è un buon modo per risolverlo?"
Nello stampaggio multi-cavità, è molto difficile ottenere un flusso di fusione uniforme ed equilibrato in ogni cavità. Una serie di fattori, come diverse dimensioni di gate o schemi di taglio incoerenti nel sistema di canalizzazione, possono portare a un flusso di fusione sbilanciato. Nei sistemi a canale caldo, gli squilibri di flusso causati da variazioni di temperatura al gate caldo sono particolarmente problematici e non facili da diagnosticare. Le variazioni di temperatura nel canale caldo non solo portano a sottostampaggio o flangiatura delle cavità durante lo stesso ciclo di iniezione, ma anche a condizioni diverse nella stessa cavità durante diversi cicli di iniezione.
L'installazione di sensori di pressione in ogni cavità dovrebbe essere considerata una buona soluzione, che aiuterà a migliorare l'accuratezza del processo. Analizzando i dati di pressione della cavità ottenuti, è possibile valutare l'efficacia della soluzione scelta e fornire un feedback dal sistema a circuito chiuso all'iniettore.
A questo punto, quando la pressione nella cavità dello stampo raggiunge un valore preimpostato, l'iniettore entra nella fase di iniezione. Installando sensori di pressione, l'utente è in grado di vedere chiaramente i diversi picchi di pressione tra le cavità e persino di osservare quale cavità si riempie per prima e raggiunge il picco di pressione più elevato durante ogni iniezione.
Dal punto di vista della progettazione dello stampo a iniezione, KRMOLD utilizza strumenti di simulazione CAE per ottimizzare la progettazione del canale di colata, prevedere il comportamento del flusso di fusione, regolare le dimensioni dei collettori o aggiungere zone di troppo pieno e bilanciare la differenza di calore di taglio, al fine di risolvere il problema dell'equilibrio del flusso dal punto di vista della progettazione dello stampo.

Informazioni su KRMOLD
——

KRMOLD si concentra sul campo della progettazione e produzione di stampi di precisione, con un team di produzione di oltre 200 tecnici professionisti, un team di ricerca e sviluppo tecnico di oltre 30 ingegneri e un team di assistenza a ciclo completo che spazia dalla consulenza pre-vendita alla manutenzione post-vendita, fornendo servizi completi che vanno dalla progettazione di stampi, alla lavorazione di precisione fino allo stampaggio a iniezione.
KRMOLD Mold è dotata di attrezzature internazionali di prima classe, come centri di lavorazione CNC, macchine a scintilla di precisione giapponesi Makino, macchine per il taglio a filo giapponesi Shadick, macchine per stampaggio a iniezione giapponesi Toshiba e altri marchi famosi di attrezzature di produzione nazionali e internazionali, per ottenere una precisione di lavorazione di ± 0,002 mm, per soddisfare le esigenze di una varietà di stampi a iniezione di plastica ad alta precisione.
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


