

Specifiche dello stampo a iniezione per paraurti auto
——
| Base dello stampo | LKM, HASCO, DME |
| Materiale dello stampo | P20,S136.718 ecc. |
| Materiali per prodotti | PC, PP, ABS, PPS, PE ecc. |
| Durezza dell'acciaio | HRC28 - HRC60 |
| Trattamento dell'acciaio | Tempra / Nitrurazione / Calore ecc. |
| Stampo per stampi | Corridore caldo/freddo |
| Software per la muffa | CAD.CAM.PROE.UG ecc. |
| Durata dello stampo | 50K Times |
| Dimensioni dei prodotti tipo cancello | Cancello laterale, cancello secondario, cancello a punto fisso, cancello di bordo ecc. |
| cavità di muffa | Cavità singola / Cavità multiple |
Descrizione dello stampo a iniezione per paraurti in plastica
——
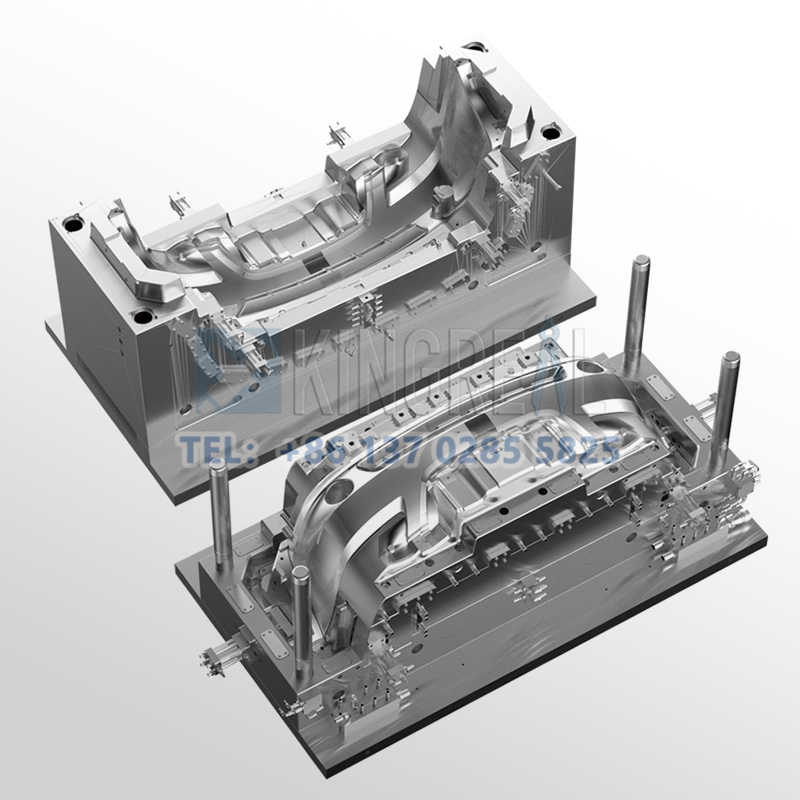
Il paraurti anteriore di un'auto è una delle parti estetiche più importanti. Per garantire sufficiente resistenza e rigidità, e allo stesso tempo per ottenere un peso contenuto, è necessario utilizzare la plastica, comunemente nota come stampaggio a iniezione di paraurti in plastica. KRMOLD, in qualità di produttore professionale di stampi a iniezione, offre servizi di progettazione, produzione e collaudo dell'intero processo produttivo in base alle esigenze del cliente, aiutando i clienti del settore automobilistico a completare numerose soluzioni di stampaggio a iniezione per paraurti e a ottenere importanti progressi nell'ottimizzazione del sistema di raffreddamento. KRMOLD, in qualità di produttore professionale di stampi a iniezione, è in grado di progettare e realizzare l'intero processo produttivo in base alle esigenze del cliente, supportando i clienti del settore automobilistico nella progettazione di soluzioni di stampaggio a iniezione per paraurti e ottenendo importanti progressi nella progettazione della struttura dello stampo e nell'ottimizzazione del sistema di raffreddamento.
Lo stampo a iniezione per paraurti auto è uno strumento speciale progettato per la produzione in serie di paraurti per auto. Attraverso l'iniezione di plastica fusa ad alta temperatura nella cavità dello stampo, il raffreddamento e lo stampaggio consentono di ottenere i componenti del paraurti in conformità con i requisiti di progettazione. Le materie prime utilizzate per gli stampi a iniezione di paraurti in plastica KRMOLD sono generalmente acciaio pre-temprato (come 1.2738, P20), acciaio inossidabile (S136), con durezza HRC 30-50, per garantire che la durezza non sia eccessiva. La durezza HRC 30-50 garantisce resistenza all'usura e una lunga durata e può essere adattata al processo di stampaggio a iniezione di dissoluzione, iniezione e raffreddamento di diverse materie prime per i prodotti paraurti automobilistici, come materiali a base di polipropilene, poliolefine termoplastiche e materiali rinforzati con fibra di vetro.

Caratteristica di design dello stampo del paraurti dell'auto
——
★Caratteristiche delle parti in plastica stampate per paraurti auto:
1. Forma complessa, grandi dimensioni, spessore della parete relativamente ridotto, appartiene alla categoria dei grandi pezzi stampati a parete sottile.
2. Nei componenti sono presenti numerosi fori e barre di rinforzo, e la resistenza al flusso del fuso durante lo stampaggio a iniezione è elevata.
3. Sul lato interno della parte stampata sono presenti tre fibbie invertite, ed è molto difficile estrarre il nucleo lateralmente in ciascun punto.
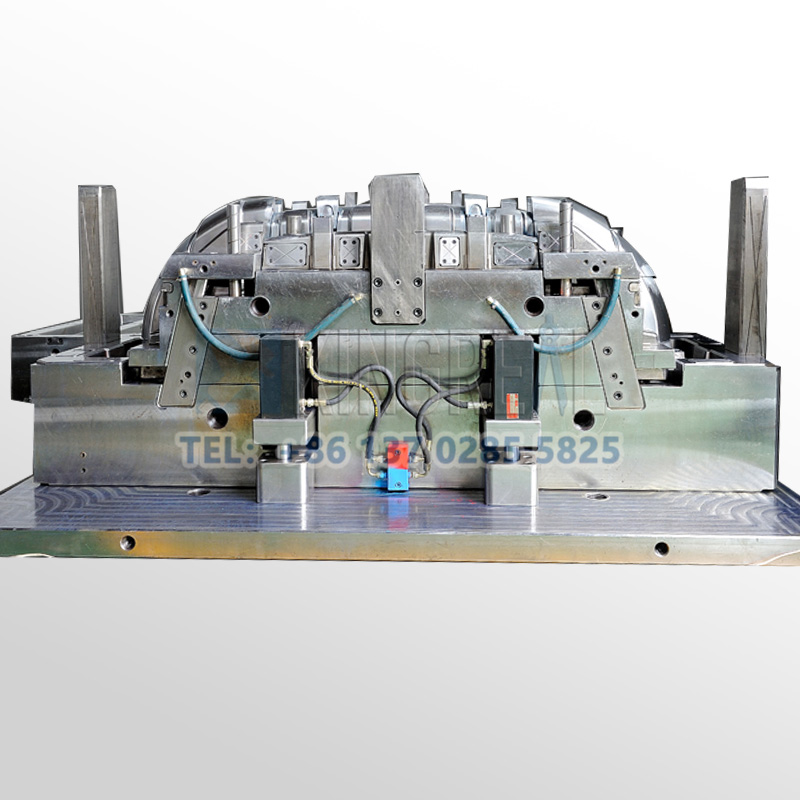
Secondo le caratteristiche effettive dello stampo per paraurti auto, KRMOLD adotta una tecnologia avanzata di separazione interna della superficie nella progettazione e produzione dello stampo a iniezione per paraurti in plastica e progetta scanalature di sfiato e scanalature di evitamento dell'aria per adattarsi al gran numero di fori passanti nello stampo per paraurti auto, alcuni dei quali sono anche di grandi dimensioni. Il sistema di colata dello stampo per paraurti auto adotta un sistema a canale caldo integrato per controllare l'apertura e la chiusura degli otto ugelli caldi tramite l'azionamento del sovracilindro, che raggiunge il risultato ideale di assenza di segni di fusione sulla superficie dei pezzi stampati.
★Effetto di design complessivo dello stampo per paraurti auto:
1. Lo stampo per paraurti auto adotta la tecnologia di separazione interna, che garantisce un aspetto impeccabile dei pezzi stampati.
2. Lo stampo a iniezione per paraurti auto adotta la struttura di estrazione del nucleo secondario "Compound Slanting Top", che risolve il problema dell'estrazione laterale del nucleo nelle parti complesse dei pezzi stampati.
3. Lo stampo a iniezione per paraurti auto adotta un sistema di colata a canale caldo con valvola a spillo a otto punti, che risolve il problema del riempimento del materiale fuso per parti stampate di grandi dimensioni e a parete sottile.
4. Lo stampo per paraurti auto adotta la pressione idraulica come sistema di estrazione, risolvendo così il problema dell'elevata forza di estrazione e della difficoltà di ripristino delle parti di spinta.


Processo di produzione dello stampo per paraurti auto
——

Processo di stampaggio a iniezione assistito da gas (GAIM)
Lo stampo per paraurti auto adotta il processo di stampaggio a iniezione assistito da gas (GAIM), che consente di iniettare una quantità fissa di plastica fusa (ad esempio PP, ABS, ecc.) nella cavità dello stampo, con un volume di riempimento controllato tra il 75% e il 99,9%, lasciando una parte dello spazio per l'infiltrazione del gas. Il ritiro volumetrico dell'area a parete spessa viene compensato dalla pressione del gas, risolvendo il problema dei segni di ritiro sulla superficie del paraurti. Inoltre, il design cavo dello stampo per paraurti auto riduce la quantità di materiale utilizzato (con un risparmio dell'8%-15%) e migliora la rigidità e la resistenza alla deformazione del rinforzo.

Processo di stampaggio a iniezione MuCell
Lo stampo per paraurti auto adotta il processo MuCell per iniettare azoto supercritico (N₂) o anidride carbonica (CO₂) nel fuso, formando una miscela fluida monofase. Dopo l'iniezione del fuso nello stampo, la caduta di pressione innesca la diffusione del gas nel nucleo, formando una struttura uniforme a celle chiuse con un diametro di 1-100 μm. L'interno del paraurti presenta una struttura a "sandwich" (strato esterno denso + anima in schiuma) e, grazie al processo MuCell, lo stampo per paraurti auto è in grado di realizzare una struttura cellulare che riduce significativamente il peso del paraurti, mantenendone al contempo le proprietà meccaniche (ad esempio, la resistenza agli urti).
Perché scegliere noi?
——
1. Servizio completo in un unico punto
Offriamo un servizio completo che comprende l'integrazione dei requisiti, la progettazione e la produzione degli stampi, la consegna e l'assistenza post-vendita.
Il team tecnico è profondamente coinvolto nella fase di progettazione del prodotto del cliente, ottimizzando la struttura dello stampo e progettando i disegni dello stampo tramite software di analisi del flusso di stampaggio (come Autodesk Moldflow, UGNX). Dotato di macchine CNC importate, macchine da taglio a filo Shadick, apparecchiature per elettroerosione a specchio e altre attrezzature di lavorazione di precisione per raggiungere una precisione di ±0,02 mm;
Disponiamo di un'officina intelligente di grandi dimensioni per supportare le lavorazioni secondarie come la serigrafia, la saldatura, la verniciatura, ecc. Applichiamo rigorosamente il sistema di qualità ISO13485 e IATF16949; inoltre, offriamo trasporto gratuito, manutenzione regolare degli stampi e un anno di garanzia.
2. Fornire stampi a iniezione nei servizi di modifica degli stampi di prova in fabbrica
Il reparto di produzione è dotato di presse a iniezione di marchi rinomati a livello nazionale e internazionale, come Nissei e Toshiba del Giappone. Offriamo ai clienti servizi di collaudo degli stampi direttamente in fabbrica, per garantire la qualità e la precisione degli stessi. Forniamo un rapporto di ispezione al termine del collaudo e assistiamo i clienti nella regolazione dei parametri di iniezione.
3. Vasta esperienza nella produzione di progetti
Serviamo oltre 20 settori, tra cui quello medico, automobilistico, dell'elettronica 3C, ecc. I nostri progetti riguardano stampi per dispositivi medici di precisione, connettori per autoveicoli e altri componenti complessi. Tra i marchi con cui collaboriamo figurano Ford, Mercedes-Benz, BMW, Audi e Great Wall Motor.
Un team di ingegneri con oltre 10 anni di esperienza per fornire suggerimenti sull'ottimizzazione della struttura del prodotto e sul controllo dei costi.
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


