
Specifiche dello stampo a iniezione per parafanghi auto
——
| Base dello stampo | LKM, HASCO, DME, ecc. |
| Materiale della cavità/nucleo dello stampo | P20, H13, 2738, S136, 718, ecc. |
| cavità di muffa | Separare |
| Precisione dello stampo | ±0,01-0,05 mm |
| Tipo di stampo | 1+1 famiglia di stampi, canale freddo |
| Acciaio per stampi | 718H |
| Dimensioni dello stampo | 245×183 mm |
| Durata della muffa | 50K Times |
| Cancello | Cancello sottomarino, cancello laterale/perimetrale |
| Precisione del parafango dell'auto | ±0,1~0,5 mm |
| Materiale plastico | ABS |
Breve introduzione allo stampo a iniezione per parafanghi auto
—
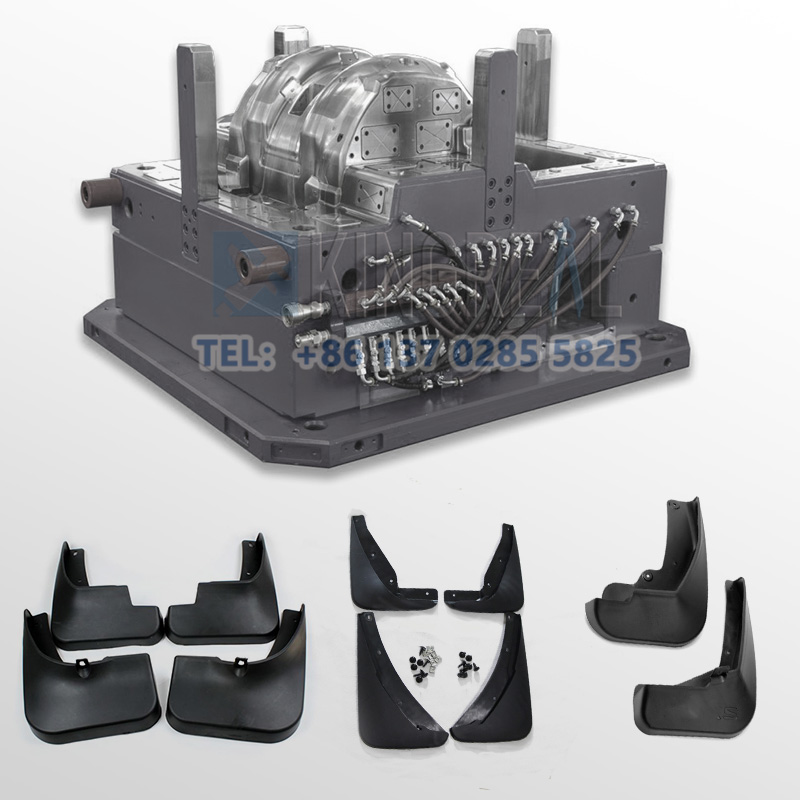
Gli stampi a iniezione sono strumenti di produzione di precisione progettati per la produzione in serie di prodotti in plastica, mediante l'iniezione di diversi tipi di plastica fusa nelle cavità dello stampo, seguita dal raffreddamento e dall'estrazione dei prodotti in plastica. Le caratteristiche della produzione in serie, come l'elevata precisione e la personalizzazione, rendono gli stampi a iniezione uno degli strumenti di produzione più importanti per i componenti in plastica interni ed esterni del settore automobilistico, e possono soddisfare le esigenze di stampaggio a iniezione di materie prime resistenti alle alte temperature, come ad esempio gli stampi a iniezione per cruscotti, pannelli delle portiere, involucri delle batterie e interfacce di ricarica per autoveicoli, oltre ad altri componenti chiave.
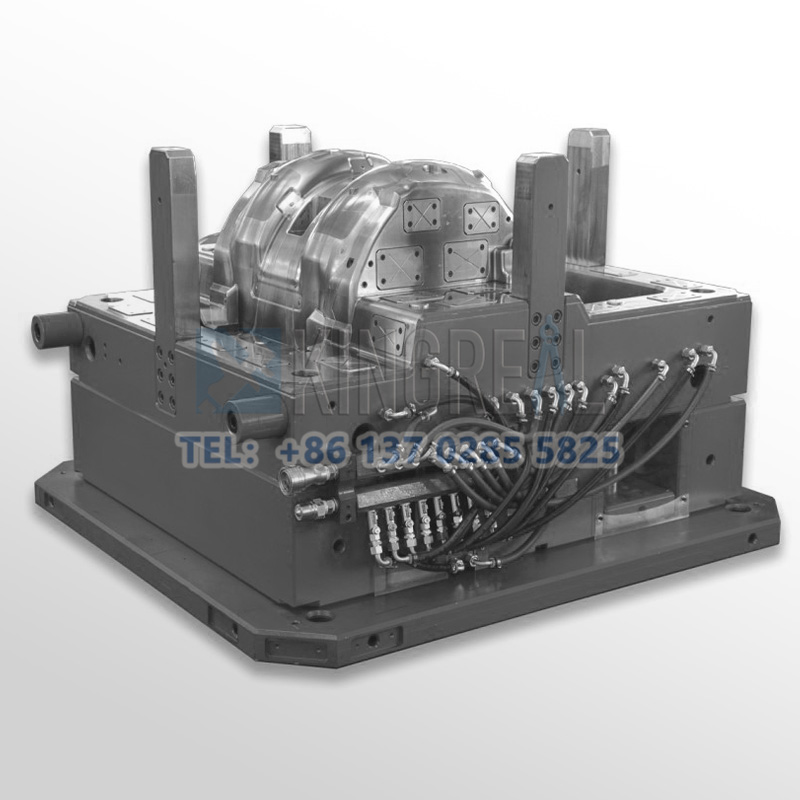
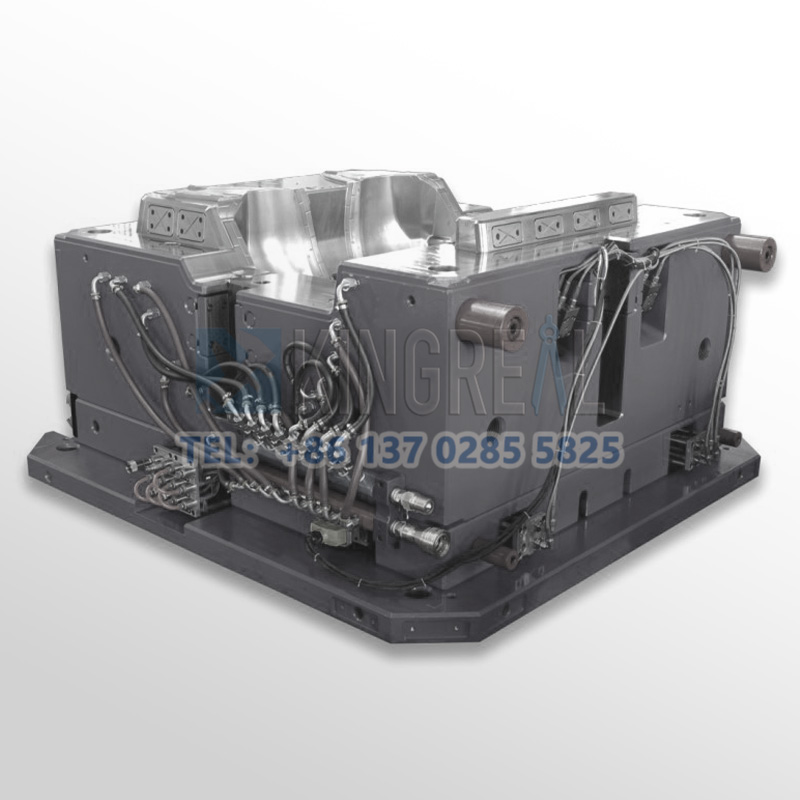
Lo stampo a iniezione per parafanghi auto è composto da due parti: lo stampo mobile (anima) e lo stampo fisso (cavità). Quando chiusi, lo stampo forma la cavità e il sistema di colata, iniettando plastica fusa come ABS o PP ad alta pressione, che viene poi raffreddata e solidificata per ottenere il parafango in plastica. L'intero processo di stampaggio a iniezione per parafanghi auto comprende la chiusura dello stampo, l'iniezione della colla e il successivo processo di stampaggio, un'operazione molto complessa e articolata. Il processo include fasi di serraggio, iniezione della colla, mantenimento della pressione, raffreddamento, apertura dello stampo e prelievo del pezzo. La precisione delle cavità dello stampo a iniezione determina direttamente la precisione e la finitura superficiale dei parafanghi.
Lo stampo a iniezione per parafanghi auto KRMOLD adotta un design a spessore differenziato delle pareti, passando dallo spessore tradizionale di 2 mm a 1,5 mm, con un conseguente aumento dello spessore locale a 1,8-2,5 mm per garantire la resistenza dello stampaggio a iniezione. Il design differenziato di KRMOLD consente di produrre parafanghi auto con una riduzione di peso di oltre 300 g, in linea con le esigenze di sviluppo dell'industria automobilistica.

Processo di produzione dello stampo a iniezione per parafanghi auto
——

Tramite la scansione 3D dei dati cloud dei parafanghi per auto che i clienti devono produrre (con una precisione che può raggiungere 0,005 mm), effettuiamo l'ottimizzazione della struttura dello stampo e la pianificazione della superficie di separazione.
Attraverso l'analisi del flusso di stampaggio e la progettazione del bilancio termico, si è completata la progettazione simulata del sistema di fusione e, infine, la progettazione del meccanismo di espulsione e di estrazione del nucleo.

Scegliere acciaio pre-temprato P20 o H13 come materia prima per la cavità e il nucleo dello stampo a iniezione per parafanghi auto, eseguire la sgrossatura con fresatrice a portale e completare la lavorazione con elettrodo di grafite mediante elettroerosione dopo la lavorazione di precisione con macchina CNC a 5 assi. Infine, completare il processo di lucidatura a ultrasuoni nell'area di precisione dello stampo a iniezione.

KRMOLD dispone di un processo di controllo qualità completo, con un team di ispezione qualità professionale e attrezzature di ispezione qualità bidimensionali e tridimensionali all'avanguardia, per gli stampi a iniezione prodotti per i clienti. In fabbrica, vengono effettuati test bidimensionali e tridimensionali e modifiche di prova degli stampi durante il processo di produzione.
Progettazione della tecnologia di stampaggio a iniezione
——
1. Sistema di stampaggio per parafanghi auto: canale caldo con valvola di iniezione per ridurre gli sprechi di materiale e migliorare l'equilibrio di riempimento.
2. Design della cavità dello stampo per parafanghi in plastica per auto: spessore differenziato della parete (1,5-2,5 mm) combinato con la disposizione delle nervature per ottenere un equilibrio tra leggerezza (riduzione di peso di 300 g/pezzo) e resistenza strutturale.
3. Indice di fluidità di fusione (MFI) dello stampo per parafanghi auto: 20-25 g/10 min per ABS, 30-35 g/10 min per PP (test a 230℃/2,16 kg), per garantire la fluidità e le proprietà meccaniche.
4. Analisi del flusso di stampaggio dello stampo a iniezione per parafanghi auto (Mold-flow): simulazione del tasso di riempimento ≥ 95%, previsione della posizione della linea di saldatura (Weld Line) e ottimizzazione tramite la regolazione della struttura dello stampo.
5. Controllo della pagina di stampaggio a iniezione del parafango dell'auto: adotta una tolleranza di raffreddamento di ±0,3 mm/m per ridurre la deformazione causata dallo stress termico.
6. Eliminazione delle bolle nello stampo a iniezione per parafanghi auto: la velocità di iniezione è controllata in 3 fasi (veloce-lenta-veloce), con design del serbatoio di sfiato sottovuoto, porosità ≤ 0,5%.
Caratteristiche dello stampo a iniezione per parafanghi auto
——
1. Ridurre l'efficienza dei costi grazie a una progettazione leggera
Grazie all'ottimizzazione topologica e alla tecnologia di rinforzo con fibra di vetro, lo stampaggio a iniezione dei parafanghi delle auto può ridurre efficacemente il peso dei componenti stampati a iniezione, contribuendo a diminuire il peso complessivo dell'auto di 4-6 kg e a migliorare l'efficienza del carburante del 2-3%.
Grazie alla progettazione di un sistema a canale caldo per gli stampi a iniezione nel settore automobilistico, che contribuisce a ridurre gli sprechi del canale freddo, si possono ottenere risparmi annuali sui costi delle materie prime pari a 15-20 milioni di dollari, una cifra comune nella produzione di stampi per autoveicoli.
2. Miglioramento della durata degli stampi a iniezione per parafanghi auto
Lo stampo a iniezione per parafanghi auto è realizzato con un centro di lavoro a 5 assi, il collaudo finale dello stampo con CMM soddisfa il livello ISO 2768-mK, la tolleranza della cavità dello stampo è di ±0,02 mm.
Lo stampo a iniezione per parafanghi auto adotta acciaio per stampi SKD61 (HRC 48-52) con rivestimento PVD, che riduce il tasso di usura del 60% e contribuisce ad aumentare la durata dello stampo da 30.000 a 120.000 cicli.
3. Compatibilità dei materiali per stampi a iniezione per parafanghi auto ad alte prestazioni
Lo stampo a iniezione per parafanghi auto è compatibile con leghe ABS/PC e PP rinforzato con fibre di vetro lunghe (LFT-PP, lunghezza delle fibre 10-25 mm), con temperatura di deflessione termica (HDT) fino a 140℃ (ISO 75). Le formulazioni premiscelate di stabilizzante UV e antiossidante per lo stampo a iniezione hanno inoltre superato il test di invecchiamento sotto lampada allo xeno di 2000 ore secondo lo standard SAE J2527.

Informazioni su KRMOLD
—
KRMOLD è specializzata nella progettazione e produzione di stampi di precisione, con un team di produzione di oltre 200 tecnici professionisti, un team di ricerca e sviluppo tecnico di oltre 30 ingegneri e un team di assistenza completo che copre l'intero ciclo di vita del prodotto, dalla consulenza pre-vendita alla manutenzione post-vendita, fornendo servizi completi che vanno dalla progettazione degli stampi alla lavorazione di precisione fino allo stampaggio a iniezione.
KRMOLD Mold è dotata di attrezzature di prima classe a livello internazionale, come centri di lavoro CNC, macchine a elettroerosione di precisione Makino (Giappone), macchine per il taglio a filo Shadick (Giappone), presse a iniezione Toshiba (Giappone) e altre attrezzature di produzione di marchi famosi nazionali e internazionali, per raggiungere una precisione di lavorazione di ± 0,002 mm e soddisfare le esigenze di una varietà di stampi a iniezione per materie plastiche ad alta precisione.

Domande frequenti: Come ottenere un preventivo per stampi a iniezione personalizzati?
——
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio verniciatura a spruzzo, serigrafia), e fornire disegni 2D o 3D del componente in plastica. Allo stesso tempo, indicare il volume di produzione, i requisiti estetici, gli standard di tolleranza, ecc.
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


