
Specifiche dello stampo a iniezione per portapacchi da tetto per autoveicoli
—
| Nome dello stampo a iniezione | Stampo a iniezione per portapacchi da tetto per autoveicoli |
| Base dello stampo standard | Hasco, Dme, Meusburger, Futaba, Lkm, ecc. |
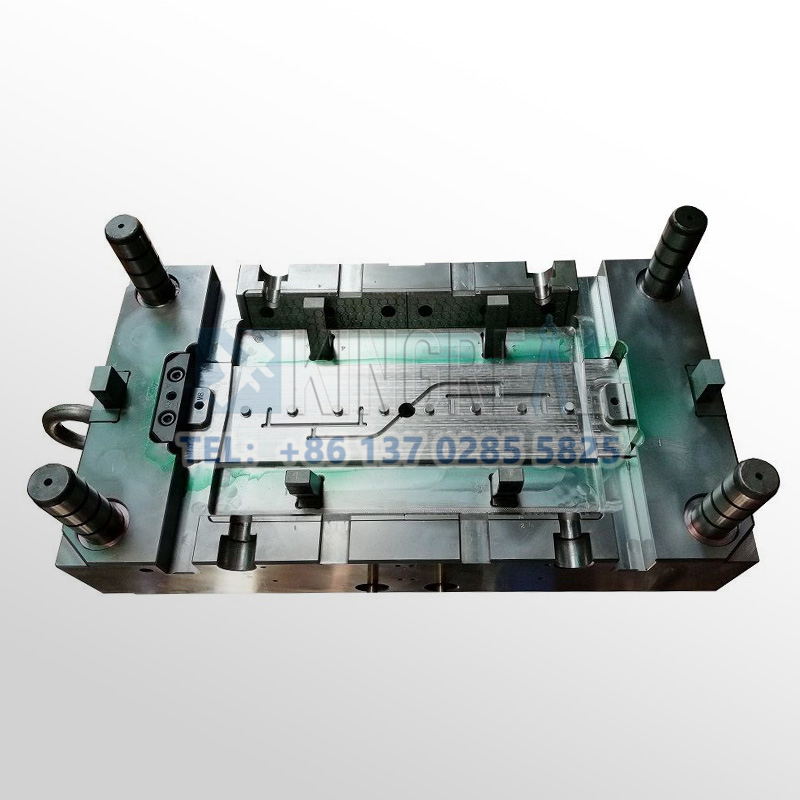
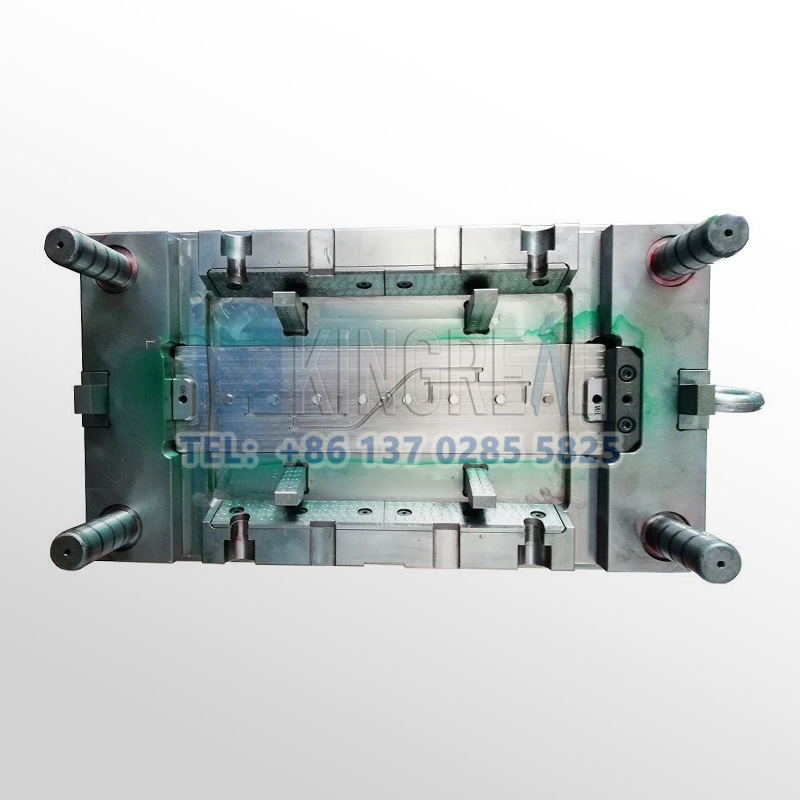
| Dimensioni dello stampo | 1630*603*798 mm |
| Materiale dello stampo | P20 |
| Sistema di corsa | Hot runner 3 tip gates |
| Tempo del ciclo di iniezione | 65 secondi |
| Grado | P/E-MD20 Impact Mod |
| Grano o galvanizzato | grana fine nell'aspetto della superficie, lucida |
| Tolleranza dimensionale | +/-0,05 mm |
| Fitness | Corrispondenza al 100% |
Informazioni sullo stampo a iniezione per portapacchi da tetto per autoveicoli
—
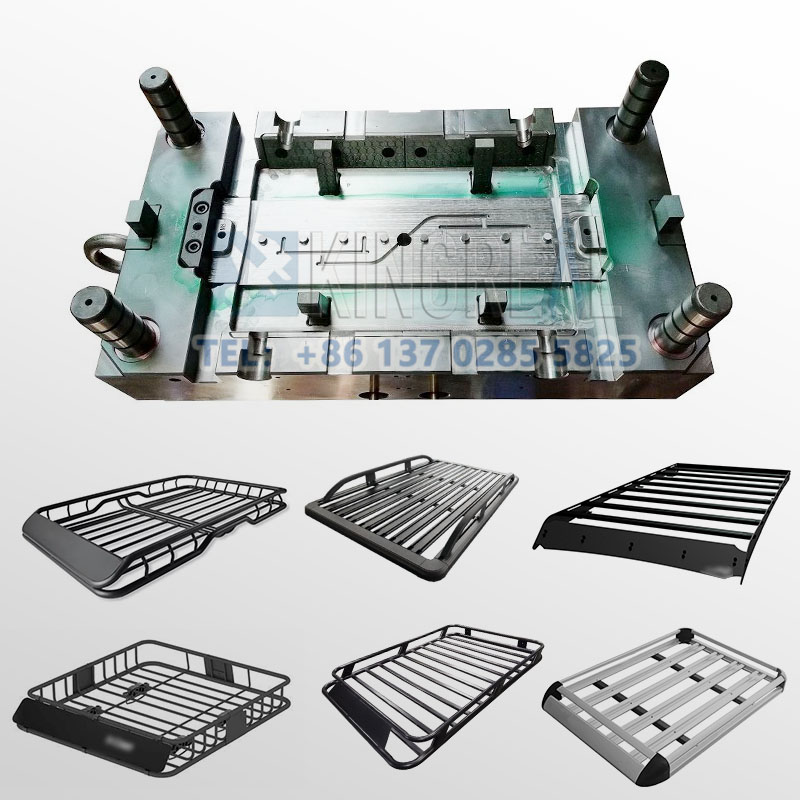
Il portapacchi per auto è una struttura in metallo o plastica ad alta resistenza montata sul tetto di un veicolo per aumentarne lo spazio di carico. Progettato per essere aerodinamicamente ottimizzato, riduce la resistenza al vento e migliora al contempo l'estetica del veicolo. Per soddisfare le esigenze dell'industria automobilistica, KRMOLD ha progettato uno stampo a iniezione per portapacchi per auto, destinato alla produzione in serie.
Lo stampo per portapacchi auto contribuisce a ridurre il peso dei portapacchi del 30-50% (rispetto al metallo) replicando la complessa geometria dei portapacchi e integrando componenti funzionali come meccanismi di bloccaggio, deflettori, ecc., grazie all'utilizzo di pareti sottili (2,0-3,5 mm) e rinforzi. I portapacchi auto sono progettati con pareti sottili (2,0-3,5 mm) e rinforzi per contribuire a ridurre il peso del 30-50% (rispetto al metallo) e integrare componenti funzionali come meccanismi di bloccaggio e deflettori.

Punti chiave nella progettazione dello stampo a iniezione per portapacchi da tetto per auto
—
1. Lo stampo a iniezione per portapacchi in plastica è progettato con un meccanismo a più cursori e di estrazione del nucleo per stampare la struttura invertita della guida del portapacchi (come fessura, fori di montaggio), la quantità è solitamente 6-10, la corsa di estrazione del nucleo è 50-120 mm e la nervatura di rinforzo nella cavità profonda è anche trattata per lo stampaggio per evitare tensioni e deformazioni. Il rinforzo nella cavità profonda è anche lavorato per lo stampaggio per evitare tensioni e deformazioni e la molla ad azoto è utilizzata per garantire la stabilità dell'espulsione.
2. Attraverso il controllo a fasi delle valvole a spillo (8-12) per ridurre i segni di fusione e bilanciare la pressione di riempimento delle parti lunghe, completare il design del canale caldo della valvola di temporizzazione dello stampo del portapacchi automobilistico (SVG) e nascosto nelle superfici non visibili (ad esempio, la scanalatura inferiore), per evitare che i segni di iniezione influenzino la qualità della superficie.
3. Stampa 3D di canali di raffreddamento sagomati per ridurre i tempi di raffreddamento del 30-40% e garantire un raffreddamento uniforme, superficie di separazione dello stampo a iniezione del portapacchi per auto con micro-fessure (≤0,03 mm) e scarico dello spazio dell'asta di spinta per prevenire cortocircuiti o bruciature causati dall'aria intrappolata.
Informazioni sullo stampaggio a doppia iniezione per lo stampo del portapacchi dell'auto
—
L'applicazione distampaggio a iniezione bicoloreIl processo di stampaggio dei portapacchi per auto consente di combinare integrazione funzionale e design estetico attraverso uno stampaggio in un'unica fase. Lo stampo per portapacchi ruota lo stampo mobile di 180° e i due set di stampi fissi vengono iniettati alternativamente, il che raddoppia l'efficienza produttiva rispetto al tipo traslante ed è adatto alla produzione di massa. Un esempio è il componente bicolore delle clip e dei deflettori del portapacchi. La traslazione del pistone a comando idraulico è adatta a strutture complesse (ad esempio, rinforzo del portapacchi combinato con una striscia di tenuta in gomma morbida), ma il tempo del ciclo di stampaggio è più lungo.
In genere, per il materiale di base dello stampo per portapacchi auto si utilizzano PA6-GF30 (nylon rinforzato con fibra di vetro al 30%) o PP-LGF40 (polipropilene con fibra di vetro lunga al 40%) per garantire elevata resistenza e protezione dagli agenti atmosferici, mentre il TPE o il TPU (durezza Shore A 50-80) vengono utilizzati come materiale di rivestimento dello stampo a iniezione per portapacchi in plastica per una superficie antiscivolo o per la funzione di tenuta. Il processo di stampaggio a iniezione bicolore per portapacchi auto prevede il controllo della compatibilità dei materiali e complessi design di co-rilascio dello stampo.

Applicazione dello stampo per portapacchi auto
—


Perché scegliere KRMOLD?
—
1. Servizio completo in un unico punto
Offriamo un servizio completo che comprende l'integrazione dei requisiti, la progettazione e la produzione degli stampi, la consegna e l'assistenza post-vendita.
Il team tecnico è profondamente coinvolto nella fase di progettazione del prodotto del cliente, ottimizzando la struttura dello stampo e progettando i disegni dello stampo tramite software di analisi del flusso di stampaggio (come Autodesk Moldflow, UGNX). Dotato di macchine CNC importate, macchine da taglio a filo Shadick, apparecchiature per elettroerosione a specchio e altre attrezzature di lavorazione di precisione per raggiungere una precisione di ±0,02 mm;
Disponiamo di un'officina intelligente di grandi dimensioni per supportare le lavorazioni secondarie come la serigrafia, la saldatura, la verniciatura, ecc. Applichiamo rigorosamente il sistema di qualità ISO13485 e IATF16949; inoltre, offriamo trasporto gratuito, manutenzione regolare degli stampi e un anno di garanzia.
2. Sistema completo di controllo qualità
Disponiamo di un reparto di produzione completo, che utilizza centri di lavoro a cinque assi Makino, presse a iniezione haitiane e altre attrezzature di fama nazionale e internazionale per evitare ritardi nella lavorazione. Attraverso una macchina di misura a coordinate (CMM) e uno strumento di ispezione tridimensionale, effettuiamo un controllo completo delle dimensioni chiave, implementando un ciclo di gestione della qualità PDCA. Allo stesso tempo, forniamo un rapporto completo di controllo qualità degli stampi a iniezione.
3. Controllo accurato delle consegne per garantire il rispetto delle tempistiche del progetto.
Grazie alla gestione digitale, è possibile monitorare l'avanzamento della produzione fin dall'inizio dell'ordine, per diversi ordini e date di consegna, e, qualora si presentassero fattori che potrebbero causare ritardi, si interviene immediatamente per accelerare il programma di produzione, garantendo al cliente la consegna degli stampi a iniezione di plastica entro i tempi previsti.
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


