

Specifiche tecniche dello stampo a iniezione per griglie del radiatore
—
| Base dello stampo | S50C |
| Nucleo dello stampo | DIN2312,2738,2344,718,S136,8407,NAK80,SKD61,H13 ecc. |
| Durezza dell'acciaio | 46~56 HRC |
| cavità di muffa | Singolo/Multiplo |
| Cornetto per la muffa | Corridore caldo/freddo |
| Dimensioni dello stampo | 1500*1500 mm |
| Superficie della muffa | Elettroerosione / Lucidatura e texture elevate |
| Durezza | 20-60HRC |
| Software di progettazione | UG, Pro, Auto CAD, SolidWorks, ecc. |
| Sistema di espulsione | cilindri idraulici |
| Sistema di raffreddamento dello stampo | raffreddamento ad acqua o raffreddamento in bronzo al berillio, ecc. |
| Vita nella muffa | 500.000 scatti |
Descrizione della modanatura della griglia del radiatore
—
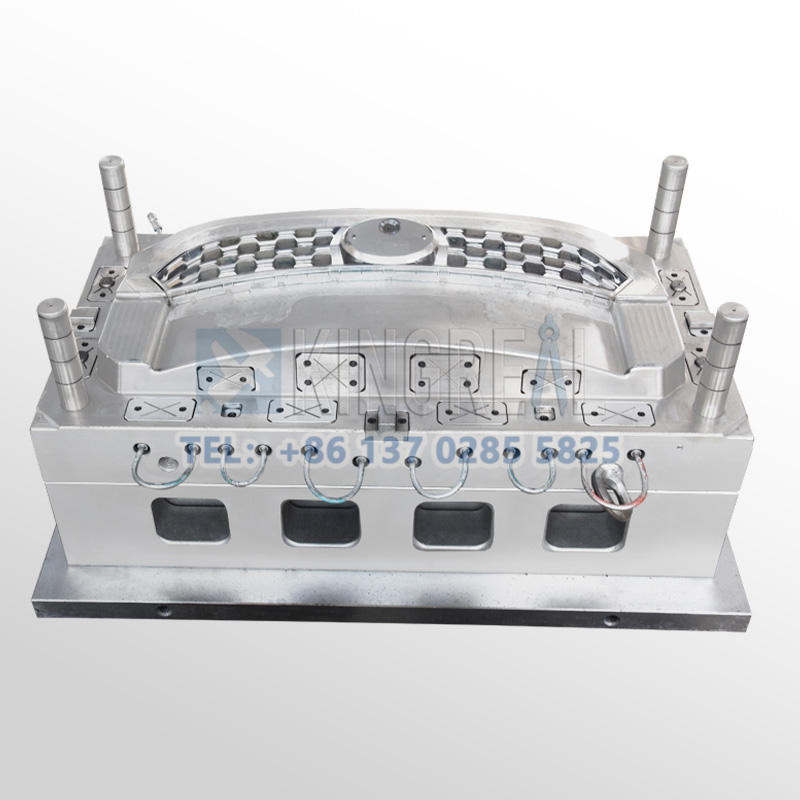
Lo stampo per griglia del radiatore è uno stampo a iniezione appositamente progettato per la produzione di griglie per radiatori automobilistici, utilizzato per produrre griglie o strisce per radiatori automobilistici da materiali termoplastici come ABS, ASA, leghe PC/ABS, ecc. attraverso un processo di stampaggio a iniezione ad alta pressione per la dissipazione del calore, la deviazione del calore e la protezione delle parti interne dell'auto. Stampi in plastica per griglie di radiatori automobilistici.
La griglia del radiatore è uno dei componenti principali del sistema di raffreddamento automobilistico, solitamente situata nella parte anteriore del veicolo, integrata nel paraurti anteriore o nel coperchio del vano motore, per fornire canali di flusso d'aria per il motore, il condensatore dell'aria condizionata e altri componenti, garantendo un'efficiente dissipazione del calore e proteggendo i componenti interni chiave, solitamente realizzata in materiale composito per griglie del radiatore.
Solitamente, la griglia del radiatore viene stampata a iniezione tramite uno stampo a più slitte per replicare la complessa struttura a griglia. La griglia del radiatore è un elemento centrale del design del frontale e la maggior parte dei clienti del settore automobilistico desidera incorporare il linguaggio stilistico del marchio, il che richiede che lo stampo per la griglia del radiatore sia in grado di eseguire cromature, testurizzazioni e finiture superficiali illuminate.

Stampaggio a iniezione per griglie del radiatore - Processi comuni di stampaggio a iniezione
—
Processo di stampaggio a iniezione IMD per la griglia del radiatore
Prima dell'iniezione, la pellicola con cromatura, texture o motivo a circuito (spessore di 0,1-0,3 mm) viene preposizionata nella cavità dello stampo per ottenere una precisione di adattamento alla superficie curva di ±0,05 mm mediante adsorbimento sottovuoto o serraggio meccanico. Si utilizza l'iniezione a bassa temperatura e alta pressione (80-100 MPa) per evitare la deformazione della pellicola o la penetrazione del fuso nello strato decorativo. La temperatura dello stampo a iniezione è controllata tra 70-90 °C per garantire la fluidità del fuso e la forza di adesione della pellicola. Elemento riscaldante incorporato o strato funzionale radome tra lo strato decorativo e lo strato strutturale, a supporto dell'interazione intelligente (ad esempio illuminazione dinamica, visualizzazione dello stato di carica).

Caratteristiche tecniche dello stampo a iniezione per griglie del radiatore
—
1. Design di sformatura a più cursori
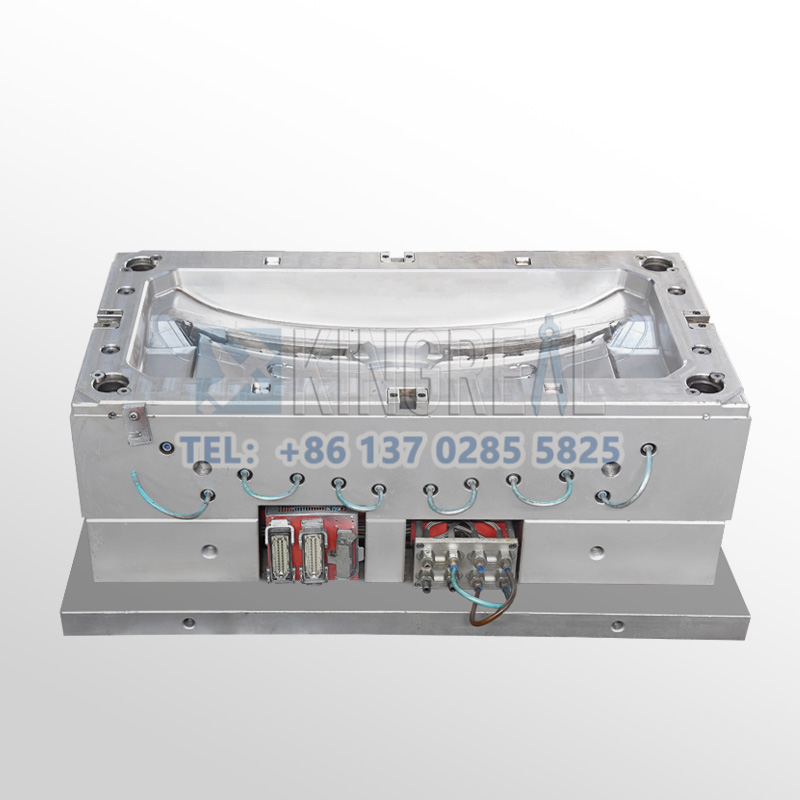
Per lo stampo a iniezione per griglie radiatori, è necessario soddisfare il design a nido d'ape o a griglia dei prodotti per griglie radiatori. Lo stampo a iniezione per griglie radiatori KRMOLD adotta un meccanismo a più cursori (5-12 pezzi) e un meccanismo superiore inclinato. Lo stampo a iniezione per griglie radiatori KRMOLD utilizza più cursori (5-12) e un meccanismo superiore inclinato per uno stampaggio coordinato al fine di evitare tensioni e deformazioni della struttura fine.
2. Ottimizzazione del sistema di colata
Lo stampo a iniezione per griglie di radiatori è progettato per lo stampaggio a iniezione di prodotti finiti con struttura a traverse. Ogni traversa è dotata di un canale di iniezione separato per evitare segni di fusione causati dall'intersezione di flussi di materiale multipli, e la struttura complessa viene riempita attraverso il canale di iniezione sommerso inferiore. Il sistema a canale caldo con valvola ad ago è adottato nella progettazione degli stampi a iniezione per ridurre la linea di saldatura mediante riempimento a fasi, garantendo uniformità della griglia e finitura superficiale (Ra≤0,8μm). Il canale di iniezione sommerso viene spesso utilizzato per nascondere le aree lucide ed evitare che la traccia del canale di iniezione comprometta l'aspetto.
3. Aggiornamento intelligente del sistema
Lo stampo a iniezione per griglie radiatori KRMOLD supporta griglie attive (AGS) e staffe per sensori integrate, come ad esempio radome a onde millimetriche (attenuazione del segnale ≤ 0,5 dB), ed è dotato di monitoraggio in tempo reale del flusso di fusione tramite intelligenza artificiale, regolazione dinamica della curva di pressione di mantenimento e un tasso di resa delle griglie radiatori ≥ 99,5%.
Quali sono alcuni dei casi di successo di KRMOLD nello stampaggio a iniezione per il settore automobilistico?
——————
Lo stampo a iniezione per il settore automobilistico KRMOLD è uno strumento speciale utilizzato per lo stampaggio di componenti in plastica per autoveicoli. La plastica fusa viene iniettata nella cavità dello stampo ad alta pressione, quindi raffreddata e polimerizzata per formare componenti automobilistici con forme, dimensioni e funzioni specifiche. Gli stampi a iniezione per il settore automobilistico KRMOLD sono in grado di supportare processi come la decorazione in-mold (IMD), lo stampaggio a inserto e lo stampaggio di materiali elettricamente conduttivi, ecc., per produrre componenti in plastica per autoveicoli caratterizzati da leggerezza, elevata produttività e resistenza agli agenti atmosferici. KRMOLD ha aiutato decine di aziende automobilistiche di fama internazionale, tra cui Ford, GAC Legend, BMW, Mercedes-Benz, Jaguar e Kia, a completare il processo di progettazione, produzione e collaudo di stampi per autoveicoli. Ad esempio:
★Stampi a iniezione per componenti esterni di automobili:
Stampi a iniezione per paraurti automobilistici, griglie automobilistiche, componenti per lampade
★Stampi a iniezione per componenti interni auto
Stampi per cruscotti automobilistici, stampi per protezioni portiere/tetti automobilistici
★Stampo a iniezione per componenti funzionali per auto
Stampi a iniezione per coperture del piantone dello sterzo automatico, coperture dell'acceleratore/coperture del serbatoio del carburante



FAQ
—
1. Gli stampi si usurano facilmente o hanno una durata limitata: come si può migliorare la situazione?
Dopo ogni 50.000 stampi, controllare il perno di guida, il perno di espulsione e le altre parti soggette a usura, e pulire i residui di plastica e ruggine dalla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, coperchio basculante, cursore) per ridurre le perdite per attrito. Assicurarsi che il circuito idraulico sia regolare e che la differenza di temperatura sia ≤5℃ per evitare la rottura dello stampo a causa di stress termico.
2. Perché il costo dell'apertura dello stampo è più elevato?
Il costo dei materiali per lo stampo rappresenta circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), mentre i costi di lavorazione superano il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). Per la produzione di piccoli lotti è possibile optare per uno stampo in alluminio o semplificare il design strutturale; per lotti superiori a 100.000 pezzi si consiglia l'utilizzo di inserti in carburo per una maggiore durata!
3. Su cosa dovrebbero concentrarsi i criteri di accettazione dello stampo?
I prodotti ottenuti mediante stampaggio a iniezione devono soddisfare pienamente i requisiti di progettazione (come dimensioni e aspetto) e consentire una produzione continua e stabile. La marcatura dello stampo, i rapporti di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
4. Quali sono i fattori chiave che influenzano il costo dello stampo?
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati hanno un costo maggiore) e il tipo di stampo (gli stampi in alluminio hanno un costo a breve termine basso ma una durata limitata) influiscono direttamente sul costo. L'utilizzo di tecnologie di progettazione CAD/CAE/CAM, sistemi a canale caldo, ecc. aumenterà l'investimento iniziale, ma può incrementare i benefici a lungo termine (come la riduzione dei canali di colata e l'aumento della capacità produttiva).
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


