
Descrizione dello stampo a iniezione per maniglie delle portiere automobilistiche
—
KRMOLD è in grado di personalizzare gli stampi a iniezione per maniglie delle portiere automobilistiche in base alle specifiche esigenze di produzione del cliente e di realizzare maniglie per portiere anteriori e posteriori, adattate al modello e alle dimensioni del veicolo, nonché alle caratteristiche esterne del pannello della portiera (con o senza griglia per altoparlanti).
I pannelli delle portiere delle automobili presentano in genere superfici lucide e in similpelle, che richiedono l'assenza di difetti come macchie e segni di saldatura. Ciò impone elevate esigenze alle complesse superfici curve necessarie per lo stampaggio a iniezione. I pannelli delle portiere presentano spesso molteplici sottosquadri sia all'interno che all'esterno, il che richiede un meccanismo di distacco dello stampo a iniezione per le maniglie delle portiere, con l'ausilio di un nucleo sul lato dello stampo.
Gli stampi a iniezione per maniglie delle portiere auto KRMOLD utilizzano un sistema a canale caldo sequenziale con valvola a spillo e un'alimentazione convenzionale, ad esempio con quattro o dieci ugelli caldi, per evitare segni di saldatura e ottimizzare la pressione di riempimento. Per gli stampi a iniezione per maniglie delle portiere auto si preferiscono i canali di iniezione a settore o a banana, e la lunghezza dei canali è generalmente controllata tra 60 e 100 mm per ridurre al minimo la perdita di pressione. Le maniglie delle portiere prodotte con gli stampi a iniezione KRMOLD sono componenti automobilistici cruciali, che richiedono un aspetto di alta qualità, privo di difetti quali scrostature, ritiri, macchie d'acqua, graffi o mancanza di colla. Gli stampi a iniezione per maniglie delle portiere auto KRMOLD offrono velocità di produzione elevate e un'elevata precisione di stampaggio.

Parametri dello stampo a iniezione per maniglie delle portiere auto
—
| Modalità di modellazione | Stampo a iniezione per maniglie di porte automobilistiche |
| Materiale del prodotto | Plastica |
| Materiale plastico | PP, PC, PS, PAG, POM, PE, PU, PVC, ABS, PMMA, ecc. |
| Applicazione | Ricambi auto, ricambi per macchinari, ricambi per la casa, ricambi per cucine, ricambi per mobili, ecc. |
| Corridore | canale freddo/canale caldo |
| Materiale per stampi | NAK80, S136, 2316, 2738, H13, 5CrNiMo, 718H, P20, 40Cr, 60#, 45# ecc. |
| Porta di colata | YUDO runner, Hot runner, Cold runner, Pin-point gate, Submarine gate, ecc. |
| Trattamento superficiale | Opaco/Liscio/Lucido |
Caratteristiche dello stampo a iniezione per maniglie delle portiere delle auto
—
1) Design integrato di stampo fisso e mobile per lo stampaggio a iniezione della maniglia della portiera dell'auto
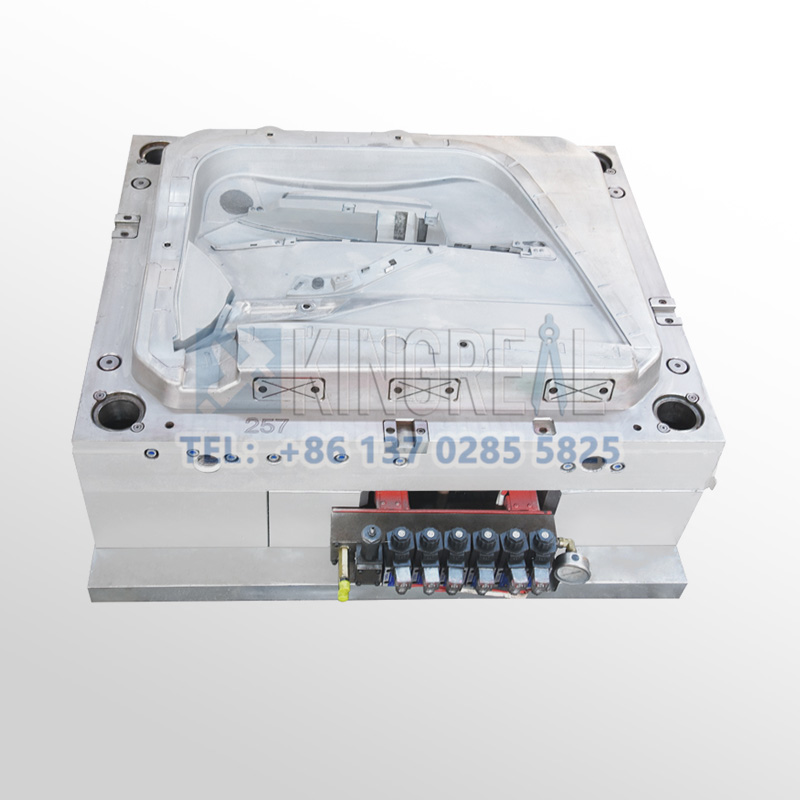
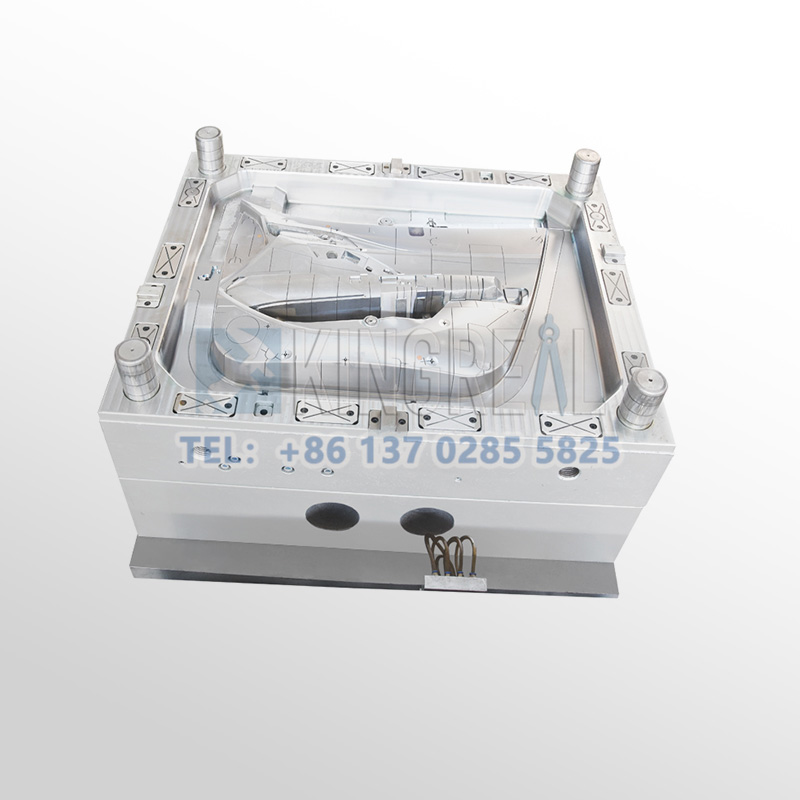
Questo stampo a iniezione per maniglie di portiere per auto utilizza un design integrato a stampo fisso e mobile. I componenti principali sono realizzati principalmente in P20/2738. Le piastre AB dello stampo a iniezione per maniglie di portiere presentano una struttura di rinforzo su quattro lati per garantire rigidità e compattezza dello stampo. Gli elementi strutturali chiave includono il blocco di sollevamento, il blocco di spinta e il design dei fori della rete. Il blocco di sollevamento richiede particolare attenzione per evitare che il pezzo si attacchi o che si graffi la superficie, soprattutto nelle aree a maglia fitta come le griglie degli altoparlanti.
2) Metodo di alimentazione a canale caldo per lo stampo a iniezione delle maniglie delle portiere delle auto
Questo stampo a iniezione per maniglie di portiere per autoveicoli utilizza un sistema a canale caldo con valvola sequenziale a 10 punti, combinato con canali freddi e punti di iniezione a forma di banana. I materiali PP/EPDM (polipropilene/etilene propilene diene monomero) offrono un'elevata fluidità, consentendo una progettazione flessibile dei canali. Per ridurre al minimo la perdita di pressione e garantire la qualità della superficie, la lunghezza del canale freddo è limitata a ≤60 mm (preferibile) o ≤100 mm (massimo). Questa configurazione elimina efficacemente le linee di saldatura sulla superficie esterna (lato A).
3) Progettazione del sistema di controllo della temperatura per lo stampaggio a iniezione della maniglia della portiera dell'auto
Essendo un componente critico degli interni automobilistici, la parte inferiore della maniglia della portiera richiede un aspetto di altissima qualità. Pertanto, la qualità della progettazione del sistema di controllo della temperatura ha un impatto profondo sull'efficienza dello stampaggio a iniezione e sulla qualità del prodotto.
Materiale per lo stampo a iniezione per maniglie delle portiere automobilistiche
—
-ABS: La resina ABS utilizzata per le maniglie interne delle porte è disponibile in versioni per uso generale e resistenti al calore. L'ABS per uso generale presenta buone proprietà di galvanizzazione, mentre la resina ABS resistente al calore ha in genere una temperatura di deflessione termica compresa tra 90 e 105 °C e offre buona rigidità, tenacità e fluidità.
-PC: Il PC (policarbonato) è una plastica tecnica con eccellenti proprietà meccaniche. Tuttavia, le sue limitate prestazioni di galvanizzazione ne hanno limitato l'applicazione.
- PC/ABS: La resina PC/ABS è il materiale in più rapida crescita e più utilizzato per le maniglie delle porte interne. Si tratta di una lega di PC e ABS, che combina l'elevata resistenza del PC con la facilità di galvanizzazione dell'ABS. Esistono due tipologie principali: galvanizzata e verniciata. Rispetto al PC/ABS verniciato, il PC/ABS galvanizzato ha un aspetto più metallico e un aspetto più pregiato.
-PC/PBT: Il PC/PBT è una miscela di PC e PBT che conserva la resistenza chimica e la modellabilità del PBT cristallino, offrendo al contempo la tenacità e la stabilità dimensionale del PC amorfo.
-PA: In paesi come la Germania, dove la resistenza alla trazione è un requisito fondamentale, il PA galvanizzato è ampiamente utilizzato nei veicoli tedeschi. Il PA per le maniglie interne delle portiere si divide tipicamente in due tipi: PA verniciato e PA galvanizzato. Il PA galvanizzato è in genere composto da PA + 20% di minerali.

Che tipi di maniglie per porte possono essere prodotte dagli stampi a iniezione per maniglie per porte auto KRMOLD?
—
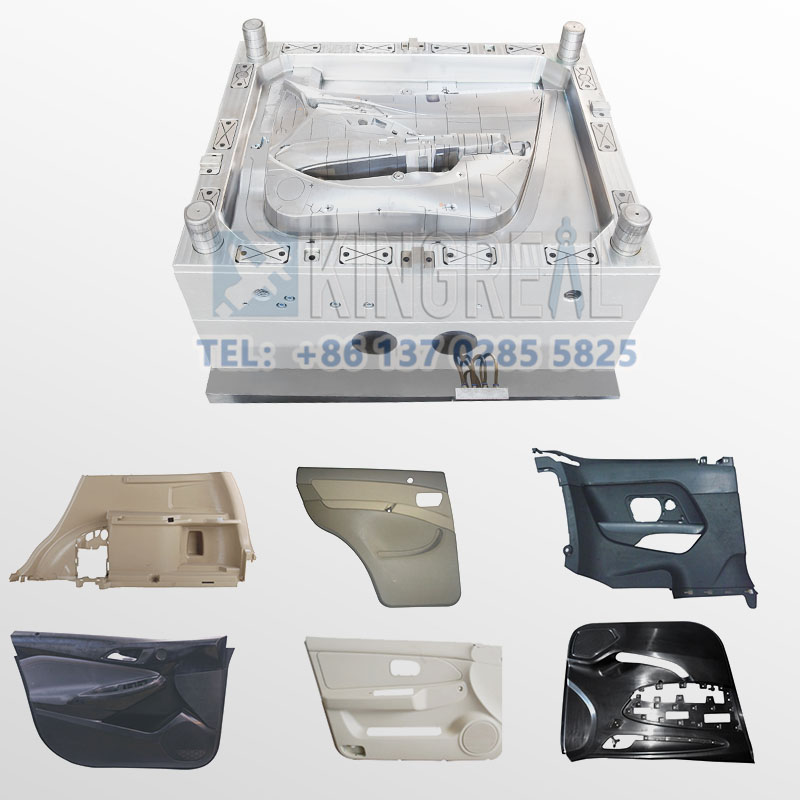
Gli stampi a iniezione per maniglie delle portiere auto di KRMOLD consentono di produrre diverse tipologie di maniglie. Di seguito sono elencate alcune tipologie comuni. Se avete esigenze di produzione specifiche, vi preghiamo di fornire i vostri disegni a KRMOLD e i nostri ingegneri vi proporranno una soluzione di stampaggio a iniezione per maniglie delle portiere auto personalizzata in base alle vostre esigenze specifiche.
-Maniglie delle porte a pulsante,
- Maniglie delle porte a scatto,
-Maniglie per porte a battente,
-Maniglie delle porte a pressione,
-Maniglie a scomparsa per porte,
-Maniglie estraibili,
- Maniglie delle porte a sfioramento

Informazioni dettagliate sull'acciaio per stampi
—
| Materiale per stampi | Durezza della muffa | Vita di muffa |
| P20 | HRC 29-33 | 300.000 colpi |
| H13 | HRC >43 | 1.000.000 di scatti |
| 718 | HRC 30-36 | 500.000 colpi |
| S136 | HRC 48-52 | 50000 colpi |
| 2344 | HRC >48 | 800000 colpi |
Dettagli di progettazione dello stampo a iniezione per la maniglia della portiera dell'auto
—
Nella progettazione di uno stampo a iniezione per la maniglia della portiera dell'auto, gli ingegneri di KRMOLD devono prestare attenzione a diversi dettagli importanti per garantire l'efficienza e la durata dello stampo stesso. Di seguito viene presentata un'analisi dettagliata dei fattori chiave:
1. Selezione del materiale per lo stampo a iniezione della maniglia della portiera dell'auto
Il materiale principale per le maniglie delle porte è il PC/ABS, che offre eccellenti proprietà di galvanizzazione e un moderato coefficiente di ritiro (circa 1,005). Un'elevata percentuale di PC migliora la resistenza meccanica della maniglia, ma richiede anche una temperatura di stampaggio più elevata.
2. Progettazione dello stampo a iniezione per la maniglia della portiera dell'auto
Nella fase iniziale di progettazione dello stampo a iniezione per la maniglia della portiera dell'auto, gli ingegneri di KRMOLD eseguono i seguenti passaggi:
Analisi della forma: un'analisi dettagliata della forma della maniglia della serratura esterna della portiera garantisce che il design dello stampo a iniezione della maniglia della portiera dell'auto rifletta accuratamente la complessa struttura della maniglia.
Analisi di fattibilità: Valutare la fattibilità della struttura dello stampo a iniezione per la maniglia della portiera dell'auto, al fine di garantire che soddisfi i requisiti tecnici ed economici durante la produzione.
3. Volume di produzione e durata dello stampo a iniezione per la maniglia della portiera dell'auto
In base ai requisiti di volume di produzione del cliente e alla durata prevista dello stampo a iniezione per le maniglie delle portiere delle automobili, gli ingegneri di KRMOLD eseguono le seguenti operazioni:
Selezione del materiale: Determinare l'acciaio appropriato, come P20 o H13, per soddisfare i requisiti di resistenza e resistenza all'usura dello stampo a iniezione per la maniglia della portiera dell'auto.
Progettazione delle cavità dello stampo: dato che ogni auto in genere ha quattro maniglie, per migliorare l'efficienza produttiva si può utilizzare uno stampo a cavità multiple, come ad esempio uno stampo a quattro cavità.
Sistema a canale caldo: in base alle caratteristiche del prodotto e ai requisiti di produzione, la decisione di utilizzare un sistema a canale caldo viene presa per ridurre i tempi del ciclo di stampaggio e gli sprechi di materiale.
4. Progettazione del sistema di raffreddamento
A causa dell'elevata temperatura di stampaggio dei materiali PC/ABS, la progettazione di un sistema di raffreddamento efficiente è fondamentale. Il sistema di raffreddamento dovrebbe includere:
Linee di raffreddamento: Le linee di raffreddamento all'interno degli stampi fissi e mobili devono essere progettate e disposte in modo da garantire un raffreddamento uniforme.
Componenti: Questi includono tappi, raccordi, guarnizioni, sigilli, ecc., per garantire un sistema a tenuta stagna.
5. Struttura del telaio dello stampo
Anche il design del telaio dello stampo a iniezione per la maniglia della portiera dell'auto è altrettanto importante e in genere è composto dai seguenti componenti:
Piastre di stampaggio fisse e mobili: garantiscono stabilità e precisione nello stampaggio a iniezione delle maniglie delle portiere automobilistiche.
Distanziali e piastre di montaggio per aste di spinta: supportano e fissano i componenti stampati a iniezione delle maniglie delle portiere delle auto.
Boccole e perni di guida: garantiscono un allineamento preciso durante l'apertura e la chiusura dello stampo a iniezione per le maniglie delle portiere delle automobili.

Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


