

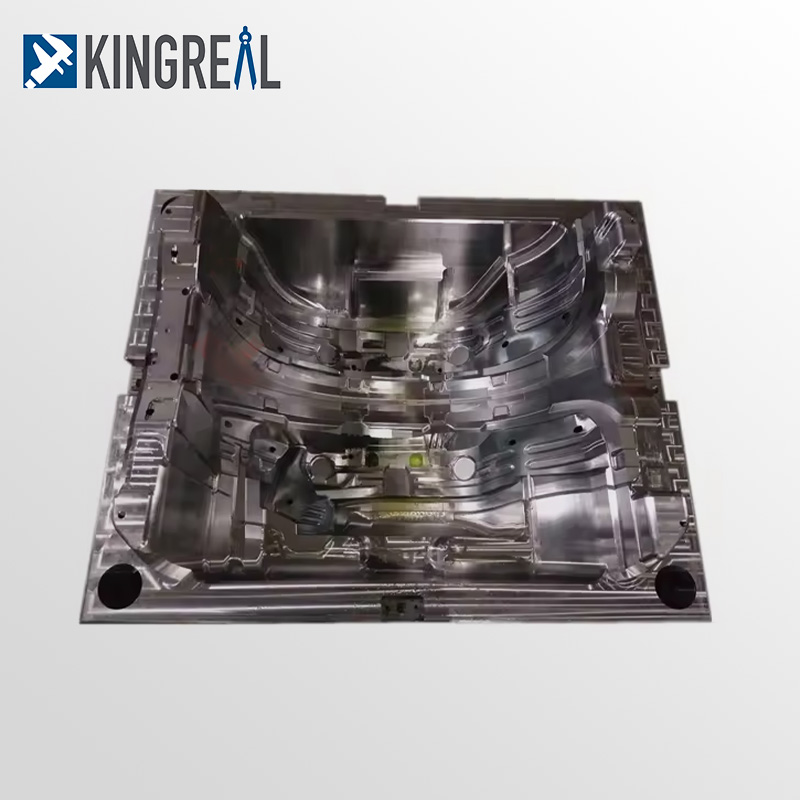
Specifiche tecniche dello stampo per rivestimento passaruota automobilistico
——
| Materiale dello stampo | Pagina 20 |
| Cavità dello stampo | 1+1 |
| Dimensioni dello stampo | Dimensioni: 1580x950x1080mm |
| Peso dello stampo | 12680T |
| Applicazione dello stampo a iniezione | Rivestimento passaruota automatico |
| Dimensioni del prodotto | Dimensioni: 1100x420x630mm |
| Materiale del prodotto | PP |
| Struttura principale | 2 cursori sul lato centrale |
| Superficie della cavità e del nucleo | Polacco |
Descrizione dello stampo per rivestimento passaruota automobilistico
——
KRMOLD è un produttore professionale di stampi a iniezione in Cina, con capacità di progettazione e produzione professionale, la produzione di stampi a iniezione coinvolti nella maggior parte dei processi di produzione di stampaggio a iniezione, tra cuistampi a iniezione per l'industria automobilistica,stampi a iniezione per l'industria medica,stampi a iniezione per l'industria dell'elettronica di consumo,stampi per iniezione di elettrodomestici e mobili, così comeaerospazialeEmarino, KROMOLD si baserà sui requisiti di produzione del cliente per la progettazione della modellazione dello stampo, la lavorazione e la produzione CNC, nonché il processo di assemblaggio e messa in servizio dello stampo in base alle esigenze di produzione del cliente.
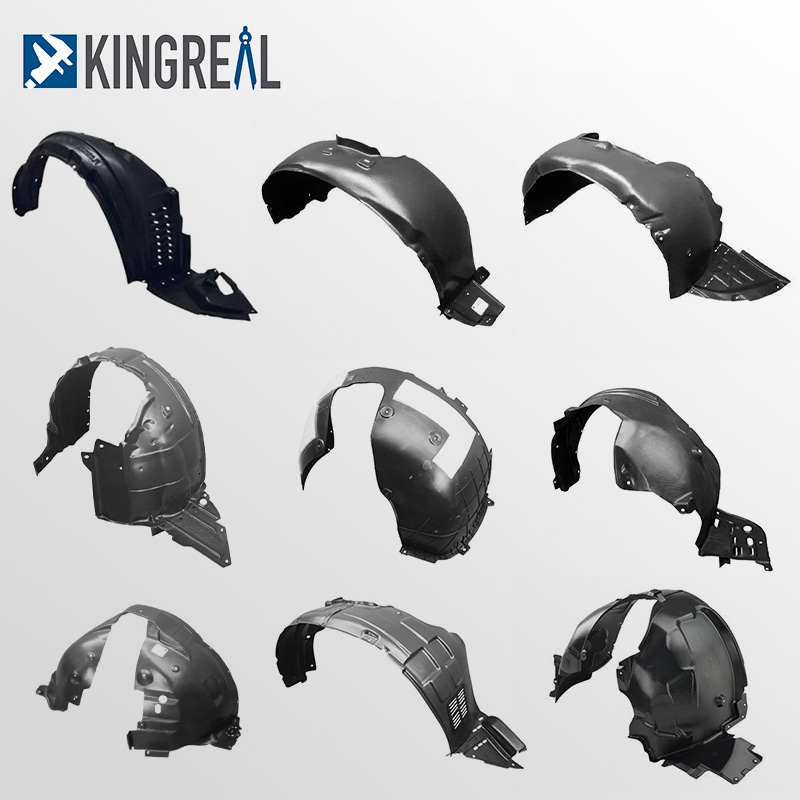
Nel settore dello stampaggio a iniezione per autoveicoli, KRMOLD ha aiutato con successo più di 20 famose aziende automobilistiche internazionali, tra cui Ford, Mercedes-Benz, BMW Tesla, Jaguar, Kia e Land Rover, a completare la progettazione e la produzione di stampi a iniezione per interni ed esterni per autoveicoli. Tra questi, Automotive Wheel Arch Liner Mold è uno strumento speciale indispensabile nella produzione di automobili, che viene utilizzato per produrre rivestimenti per passaruota per aiutare le automobili a evitare la corrosione delle parti meccaniche e i danni alla vernice.
Lo stampo per rivestimento passaruota automobilistico KRMOLD ha la geometria precisa per adattarsi alla curvatura della superficie del passaruota e proprietà del materiale stabili per aiutare a produrre in serie strutture complesse di parti in plastica per rivestimento passaruota automobilistico. In genere, lo stampo per rivestimento passaruota automobilistico richiede un design multi-cavità per adattarsi al grande tonnellaggio della macchina per stampaggio a iniezione e una precisione di ±0,02 mm tramite lavorazione CNC a 5 assi ed EDM per garantire che le superfici di separazione siano perfettamente abbinate al passaruota.

Come scegliere la materia prima per lo stampo del rivestimento del passaruota dell'auto?
——

Materiale del rivestimento del passaruota dell'auto
I materiali dei rivestimenti dei passaruota per autoveicoli devono tenere conto dei requisiti di resistenza e leggerezza del prodotto, solitamente si scelgono polipropilene (PP), PP rinforzato con fibra di vetro (PP + GF30), polietilene (PE), PP e materiali in microschiuma per soddisfare le esigenze di riduzione del peso automobilistico, supportando al contempo l'uso di plastica riciclata (30% del PP riciclato), PE a bassa temperatura, resistenza agli urti PP + GF per soddisfare le esigenze di diverse condizioni climatiche e stradali, TPE La struttura composita di TPE e PP può ottimizzare le prestazioni NVH (rumore, vibrazioni e durezza).

Materia prima per stampi per passaruota auto
Lo stampo per rivestimento passaruota per auto deve resistere al processo di stampaggio a iniezione ad alta pressione a lungo termine, l'uso di materiali ad alta durezza può estendere la durata a più di 500.000 volte, di solito lo stampo per rivestimento passaruota per auto utilizzerà ghisa al molibdeno-cromo, acciaio per utensili in lega e ghisa ad alta durezza, ecc., che viene utilizzato per le parti principali delle cavità dello stampo per rivestimento passaruota su larga scala, base del modello e altre parti principali, nonché l'anello di crimpatura, gli stampi convessi allungabili e altri stampi soggetti ad alta pressione e così via. In generale, gli stampi per rivestimento passaruota per auto sono realizzati in ghisa al molibdeno-cromo, acciaio per utensili in lega e ghisa ad alta durezza.
Sia il prodotto finale che la materia prima dello stampo a iniezione possono essere personalizzati in base alle esigenze produttive del cliente.
Selezione del processo di produzione dello stampaggio a iniezione
——

Stampaggio a iniezione assistito da gas (GAIM)
Lo stampo per rivestimento passaruota automobilistico adotta un processo di stampaggio a iniezione assistito da gas per iniettare gas ad alta pressione (10-30 MPa) quando la massa fusa è riempita all'80%-90% per formare una cavità cava e ridurre la quantità di materiale, il canale del gas deve essere distribuito lungo la barra di rinforzo o l'area della parete spessa per evitare la penetrazione del gas attraverso l'area a parete sottile con conseguenti fori rotti. Allo stesso tempo, la fase di pressione di mantenimento dello stampaggio a iniezione assistito da gas è combinata con la pressione del gas per compensare il restringimento e ridurre la depressione superficiale.
Lo stampaggio a iniezione assistito da gas può formare una struttura cava, che aiuta lo stampaggio dei passaruota a ridurre il peso e a migliorare allo stesso tempo la rigidità flessionale, il che è adatto per SUV e altri scenari che richiedono elevata resistenza.

Il rivestimento del passaruota per auto adotta un processo di iniezione sovrastampaggio, che combina TPE morbido e PP duro per migliorare la tenuta, l'ammortizzazione delle vibrazioni e il montaggio. In generale, PP o PP+GF30 fornisce supporto strutturale e il restringimento deve essere compensato dalla progettazione dello stampo, mentre TPE o TPU viene co-iniettato per coprire i bordi o le aree di montaggio per ridurre la trasmissione delle vibrazioni. L'iniezione sovrastampaggio consente l'iniezione di materiali duri per formare uno scheletro, quindi inietta materiali morbidi per coprire le aree critiche per evitare la delaminazione interfacciale e integra strisce di tenuta TPE sul bordo del rivestimento del passaruota per auto per migliorare le proprietà impermeabili e antivibrazioni. Striscia di tenuta TPE per migliorare la resistenza all'acqua e alla polvere.
Domande frequenti
—
1. Come ottenere un preventivo per stampi a iniezione personalizzati?
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
2. Quanto tempo ci vuole per ottenere un preventivo per uno stampo a iniezione?
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
3. Quali sono i tempi di consegna per gli stampi a iniezione?
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
4. Come garantire la precisione dimensionale dello stampo e la consistenza del prodotto?
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM).
Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova.
Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
5. Gli stampi si usurano facilmente o hanno una vita breve, come si può migliorare?
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


