

Specifiche dello stampo a iniezione dell'alloggiamento del cambio
——
| Nome dello stampo | Stampo per rivestimento passaruota auto |
| Acciaio per cavità dello stampo | 8407 |
| Dimensioni dello stampo | 350*350*332 MILLIMETRI |
| Sistema di iniezione dello stampo | 3 porte a punto piatto canale caldo |
| Sistema di espulsione dello stampo | Espulsore a cespuglio |
| Ciclo di vita della muffa | Tiro da 50K |
| Dimensioni del prodotto | 33*16,5mm |
| Cavità dello stampo | 4 Cavità |
| Materiale del prodotto disponibile | ABS, PC, POM, PE, PP, PVC, PTFE ecc. |
| Disposizione dell'applicazione | Vari cambi automatici in plastica |
Descrizione dello stampo a iniezione dell'alloggiamento del cambio
——
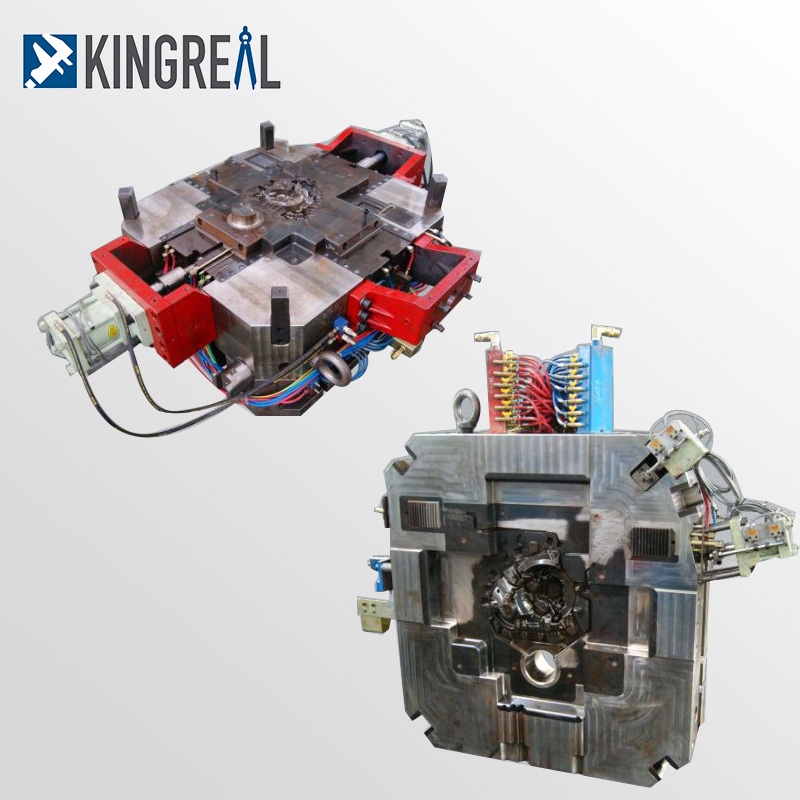
KRMOLD può fornire lo stampo a iniezione per l'alloggiamento del cambio automobilistico in base alle esigenze del cliente, ha aiutato con successo più
più di una dozzina di aziende automobilistiche di fama internazionale si sono occupate della progettazione e della produzione di stampi per gruppi propulsori e componenti strutturali di automobili.
Lo stampo a iniezione per scatola del cambio è uno speciale stampo a iniezione per la produzione di scatole del cambio in plastica, ampiamente utilizzato nel settore automobilistico, delle apparecchiature industriali e delle nuove energie, mediante l'iniezione di plastica fusa nella cavità dello stampo ad alta pressione per completare la produzione in serie di scatole del cambio in plastica.
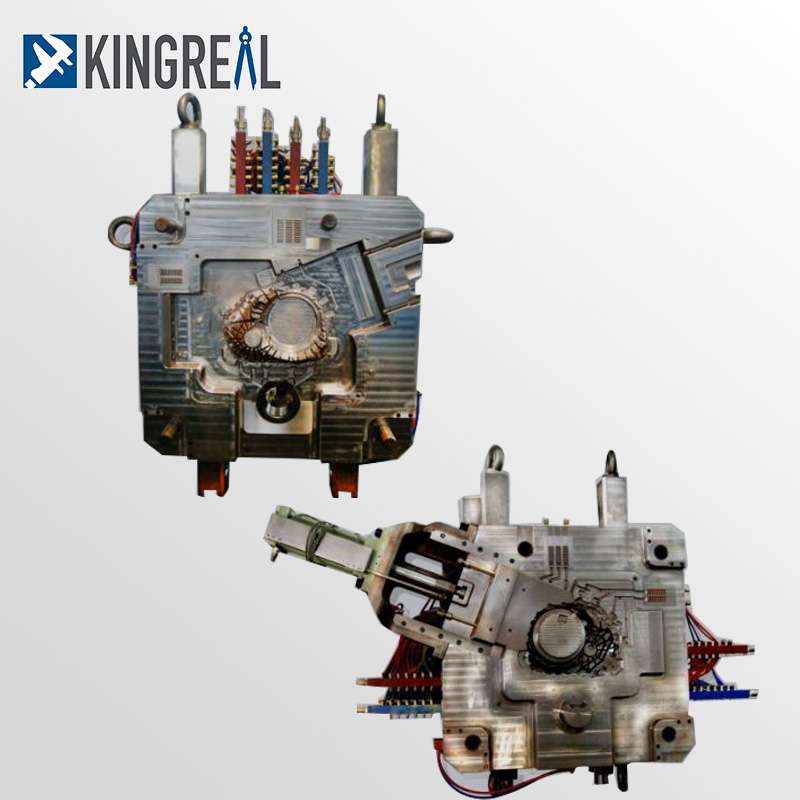
Lo stampo per scatola del cambio in plastica KRMOLD seleziona S136H, H13 o ASP23 per soddisfare le caratteristiche di resistenza alla corrosione e di elevata durezza, che consentono di aumentare la durata dello stampo di oltre 500.000 volte. Lo stampo in plastica per scatola del cambio adotta il telaio dello stampo standard LKM per garantire la rigidità e la stabilità dello stampo e, tramite la lavorazione di precisione CNC per formare la geometria dell'alloggiamento, la precisione può raggiungere ±0,005 mm.
Gear Box Plastic Mold utilizza il telaio standard LKM per garantire la rigidità e la stabilità dello stampo, ed è lavorato con precisione tramite CNC per formare la geometria della calotta con una precisione di ±0,005 mm. Il software Moldflow viene utilizzato per simulare il processo di riempimento, tenuta e raffreddamento per ottimizzare la posizione delle porte.

Vantaggio dello stampo in plastica per scatola ingranaggi
——
1. Lo stampo per alloggiamento cambio in plastica può utilizzare materie plastiche tecniche (come PA66-GF30, PPS) per sostituire il metallo, il peso dell'alloggiamento cambio può essere ridotto del 30%-50%, il che può aiutare a ridurre il consumo energetico dell'intero veicolo (autonomia del veicolo elettrico aumentata di circa il 3-5%). Le strutture complesse (ad esempio rinforzi, fori di montaggio) sono stampate in un unico pezzo mediante processo di stampaggio a iniezione, il che riduce il numero di parti e collegamenti di assemblaggio e abbassa il peso totale del sistema. Gli alloggiamenti cambio in plastica prodotti da KRMOLD Gear Box Plastic Mold hanno eccellenti caratteristiche di leggerezza e alta resistenza, che riducono efficacemente il peso dell'intero veicolo e, allo stesso tempo, forniscono protezione e sigillatura affidabili per aiutare ad aumentare la durata del cambio e garantire le eccellenti prestazioni e affidabilità del veicolo. Garantire le eccellenti prestazioni e affidabilità dell'auto.
2. Lo stampo in plastica per la scatola del cambio può produrre solo plastica come materia prima, rispetto alle materie prime metalliche, il prezzo della materia prima plastica è solo 1/3-1/2 della lega di alluminio e il consumo di energia di lavorazione è ridotto di oltre il 40% (ad esempio, il consumo di energia dello stampaggio a iniezione di PA66 è inferiore del 50% rispetto alla pressofusione di alluminio). Lo stampo a iniezione della scatola del cambio nello stampo a iniezione della scatola del cambio nell'efficienza della produzione di massa può aiutare le aziende di lavorazione automobilistica a ridurre i costi di produzione.
3. Il cambio stampato a iniezione di plastica può soddisfare vari requisiti di progettazione. Lo stampo a iniezione di plastica supporta l'estrazione del nucleo multi-slider (come i fori laterali del canale dell'olio), con la forma del circuito dell'acqua di raffreddamento, può essere stampato a parete sottile (≥ 0,8 mm), ad alta precisione (tolleranza ± 0,05 mm) alloggiamento del cambio, stampaggio a iniezione diretto di inserti metallici incorporati (come sedi dei cuscinetti, boccole filettate), riducendo il numero di fasi di lavorazione successive.
4. Stampo in plastica per scatola del cambio prodotto dal guscio del riduttore elettrico per adattarsi allo sviluppo di nuovi veicoli energetici, la bassa conduttività termica della plastica può isolare il calore del motore, per proteggere i componenti elettronici circostanti.


Stampaggio a inserto per stampo in plastica per scatola del cambio
——
“Stampaggio ad insertoè un processo chiave nello stampaggio di plastica dei cambi automobilistici, in cui inserti in metallo o plastica vengono preposizionati nello stampo e legati alla plastica fusa per aiutare a incorporare alloggiamenti di cuscinetti in metallo o boccole filettate nei cambi automobilistici per aumentare la capacità di carico o la resistenza della connessione. Gli alloggiamenti dei cambi richiedono rinforzi stampati integralmente, fori di montaggio e altre strutture per ridurre il numero di parti e le fasi di assemblaggio. I fori laterali per il passaggio dell'olio o le superfici di montaggio sagomate vengono stampati direttamente tramite stampaggio a inserti."
1.Pretrattamento degli inserti
Si dà priorità all'uso di inserti metallici resistenti alle alte temperature e alla corrosione, ottimizzando la placcatura per evitare che la fusione per stampaggio a iniezione ad alta temperatura comporti il rischio di cortocircuito.
2.Progettazione e debug dello stampo
La tolleranza della dimensione di tenuta dell'inserto deve essere controllata a ±0,02 mm, la tolleranza di tenuta del dado dello stampo è +0,02/+0,005 mm, utilizzando un meccanismo di guida (come il sistema di incorporamento automatico del robot) per garantire che la posizione dell'inserto sia stabile, per evitare la punzonatura storta o lesioni da pressione. Il design dello sterzo del corridore dello stampo a iniezione deve bilanciare la cavità multi-stampo nella colla, per evitare la bocca della colla per evitare una facile punzonatura storta.
3. Stampaggio a iniezione
Tempo di ciclo di stampaggio a iniezione 30-60 secondi/pezzo, il tonnellaggio della macchina deve essere abbinato alle dimensioni del prodotto, il controllo della temperatura dello stampo deve essere integrato con la forma del circuito dell'acqua di raffreddamento, ridurre il consumo di energia e accorciare il tempo di ciclo del 20%.
Informazioni su KRMOLD
——
KRMOLD si concentra sul campo della progettazione e produzione di stampi di precisione, con un team di produzione di oltre 200 tecnici professionisti, un team di ricerca e sviluppo tecnico di oltre 30 ingegneri e un team di assistenza a ciclo completo che spazia dalla consulenza pre-vendita alla manutenzione post-vendita, fornendo servizi completi che vanno dalla progettazione di stampi, alla lavorazione di precisione fino allo stampaggio a iniezione.
KRMOLD Mold è dotata di attrezzature internazionali di prima classe, come centri di lavorazione CNC, macchine a scintilla di precisione giapponesi Makino, macchine per il taglio a filo giapponesi Shadick, macchine per stampaggio a iniezione giapponesi Toshiba e altri marchi famosi di attrezzature di produzione nazionali e internazionali, per ottenere una precisione di lavorazione di ± 0,002 mm, per soddisfare le esigenze di una varietà di stampi a iniezione di plastica ad alta precisione.
FAQ:Come garantire la precisione dimensionale dello stampo e la consistenza del prodotto?
——
★Tecnologia di lavorazione ad alta precisione:Per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate attrezzature ad alta precisione, come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM).
★Controllo qualità:Ispezione delle dimensioni chiave dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova.
★Selezione dei materiali:Per prolungarne la durata, utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura).
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


