

Specifiche dello stampo a iniezione del telaio della console centrale dell'auto
——
| Base dello stampo | LKM |
| Cavità dello stampo | Separare |
| Materiale dello stampo | P20,718,2738, ecc. |
| Corridore | Canale caldo |
| Accessori per stampi | Compatibile con lo standard DME/HASCO |
| Applicazione dello stampo a iniezione | Stampo per parafango auto |
Descrizione dello stampo del telaio della console centrale dell'auto
——
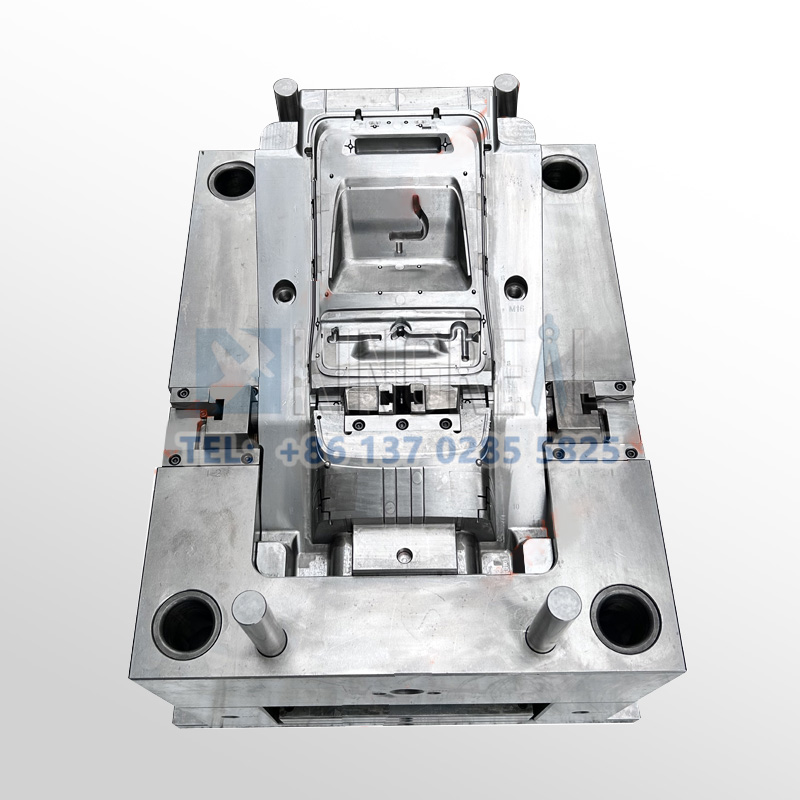
Il mod della console centrale è uno dei tipi di stampi per interni automobilistici. È un sistema di stampi utilizzato per produrre parti decorative per interni automobilistici ed è uno degli strumenti di stampaggio a iniezione più popolari nel settore automobilistico. Aiuta le principali aziende automobilistiche a completare la produzione in serie di parti in plastica per interni automobilistici.
Lo stampo per telaio della console centrale dell'auto è uno speciale sistema di stampi utilizzato per realizzare la struttura della console centrale dell'auto. La sua funzione principale è quella di realizzare lo stampaggio, il fissaggio e lo sformatura del pezzo di lavoro della console centrale attraverso la cooperazione degli stampi superiore e inferiore. Il telaio dello stampo della console centrale dell'auto appartiene alla categoria degli stampi a iniezione ed è utilizzato principalmente per le console centrali dell'auto, come vari prodotti di componenti automobilistici come cruscotti per auto, pannelli dello schermo per auto e vani portaoggetti per auto.
Quando KRMOLD progetta stampi a iniezione per clienti come telai per stampi per console centrale di automobili, deve prestare attenzione a garantire la precisione di stampaggio delle complesse superfici curve e delle strutture funzionali della console centrale attraverso la precisa cooperazione degli stampi superiore e inferiore. Allo stesso tempo, il nuovo telaio per stampi progettato per lo stampo del parafango dell'auto realizza una rapida sformatura tramite componenti come meccanismi di limite e piastre di pressione laterali, e le piastre di pressione laterali bloccano dinamicamente il pezzo in lavorazione per ridurre il rischio di deformazione del pezzo in lavorazione durante la sformatura.

Come scegliere la materia prima per lo stampo a iniezione del parafango dell'auto
——
Innanzitutto, analizza l'applicazione effettiva e la domanda dei componenti della console centrale dell'auto. Quando si selezionano le materie prime per la produzione, è necessario soddisfare i requisiti di leggerezza, resistenza alle intemperie, resistenza agli urti e decorazione superficiale per garantire lo stampaggio di precisione e la stabilità a lungo termine delle parti finite del parafango dell'auto. Di solito, le materie prime del parafango dell'auto sono ABS, PC, lega ABS, PP (polipropilene), POM (poliossimetilene). Ad esempio, i componenti della console centrale della Tesla Model 3 utilizzeranno lo scheletro in lega di magnesio PC/ABS +, che ha le caratteristiche di combinare leggerezza e alta resistenza.
Per soddisfare le esigenze di produzione dei componenti della console centrale dell'auto, anche la selezione delle materie prime per l'acciaio per stampi a iniezione della console centrale dell'auto è fondamentale. È necessario considerare molteplici fattori come la complessità del prodotto effettivo prodotto dal cliente, la domanda di durata dello stampo e il costo di produzione. Di solito, l'acciaio 718 è una scelta comune per le materie prime per stampi a iniezione e l'acciaio per materie prime H13 viene utilizzato in scene ad alta temperatura. Prendendo come esempio la Toyota Corolla, la scelta dell'acciaio 718 per l'acciaio per stampi a iniezione dei componenti della console centrale dell'auto ha un basso costo e un'elevata tenacità, il che è adatto per la produzione di massa.

Caratteristica di progettazione dello stampo per parafango per auto
——
Il nostro vantaggio

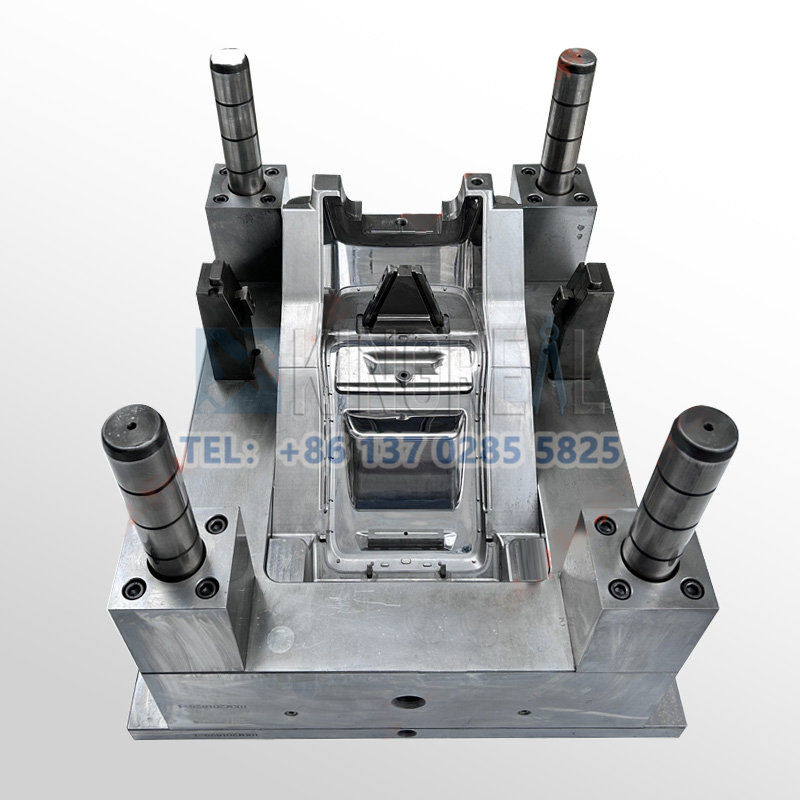
Il telaio dello stampo della console centrale adotta un design diviso di stampo inferiore, stampo superiore, meccanismo di guida, ecc., che supporta un rapido assemblaggio e manutenzione. Può adattarsi in modo flessibile alle esigenze di diversi modelli tramite meccanismo di pre-reset, piedino dello stampo e altri componenti, riducendo la complessità complessiva dello stampo. Può accorciare il ciclo di debug dello stampo di oltre il 30% e migliorare la compatibilità della linea di produzione.

Il design del collegamento scorrevole della piastra di pressione laterale e della barra di collegamento è adottato per rilasciare il pezzo lateralmente durante la sformatura. Rispetto allo stampo tradizionale fissato con bulloni, l'efficienza di sformatura è migliorata del 40% e l'intervento manuale è ridotto del 50%. Il pezzo è bloccato dinamicamente dalla piastra di pressione laterale e il restringimento e la deformazione del materiale sono ridotti combinando il sistema di controllo della temperatura del banco di lavoro (come il circuito dell'olio a temperatura costante)

Il telaio dello stampo deve riservare pulsanti elettronici per soddisfare le tendenze intelligenti come il controllo vocale e l'interazione con il touch screen e integrare micro eiettori per evitare danni alla scheda di circuito. La lucidatura a specchio del telaio dello stampo (Ra≤0,01μm) e il processo di cromatura possono evitare segni di flusso o motivi a buccia d'arancia sulla superficie delle parti stampate a iniezione, ottenere un aspetto privo di spruzzi e ridurre i costi di post-elaborazione di oltre il 20%.
Processo di fabbricazione dello stampo del telaio della console centrale dell'auto
——
Il nostro vantaggio

Lo stampo a iniezione del controllo centrale dell'automobile verrà sgrossato con una riserva di fresatura CNC di 0,2-0,5 mm (cavità del modello mobile) presso lo stabilimento KRMOLD, quindi la superficie curva complessa (come il sottosquadro del vano portaoggetti) verrà lavorata con un elettrodo EDM e la lavorazione di precisione verrà completata con una precisione di 0,01 mm.
Infine, la colonna di guida e la boccola dello stampo di iniezione del controllo centrale dell'automobile adottano la tolleranza di corrispondenza H7/g6 e la superficie di corrispondenza è rettificata a Ra0,4μm

Dopo aver completato il processo di lavorazione, lo stampo a iniezione del controllo del centro dell'automobile sarà trattato termicamente con acciaio H13 dopo la tempra (1020-1050℃) e due rinvenimenti (550-600℃), con una durezza di 48-52HRC. Infine, il cursore dello stampo fisso sarà cromato duro (spessore 0,003-0,005 mm) per migliorare la resistenza all'usura e il blocco superiore inclinato dello stampo mobile sarà nitrurato (profondità 0,1-0,2 mm) per completare il processo di trattamento superficiale.

Dopo aver completato la progettazione e la fabbricazione dello stampo a iniezione, KRMOLD eseguirà il debug e il test dello stampo in fabbrica e dispone di un sistema di monitoraggio della qualità completo. L'effettivo processo di test dello stampo in fabbrica è completato dall'assemblaggio modulare e dal debug del bilanciamento dinamico dello stampo di controllo centrale dell'automobile e lo stampo stesso verrà testato per la deviazione delle dimensioni della cavità utilizzando uno strumento di misura a tre coordinate.
Domande frequenti
—
1. Come ottenere un preventivo per stampi a iniezione personalizzati?
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
2. Quanto tempo ci vuole per ottenere un preventivo per uno stampo a iniezione?
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
3. Quali sono i tempi di consegna per gli stampi a iniezione?
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


