

Che cosa sono gli stampi a iniezione per cruscotti automobilistici?
——
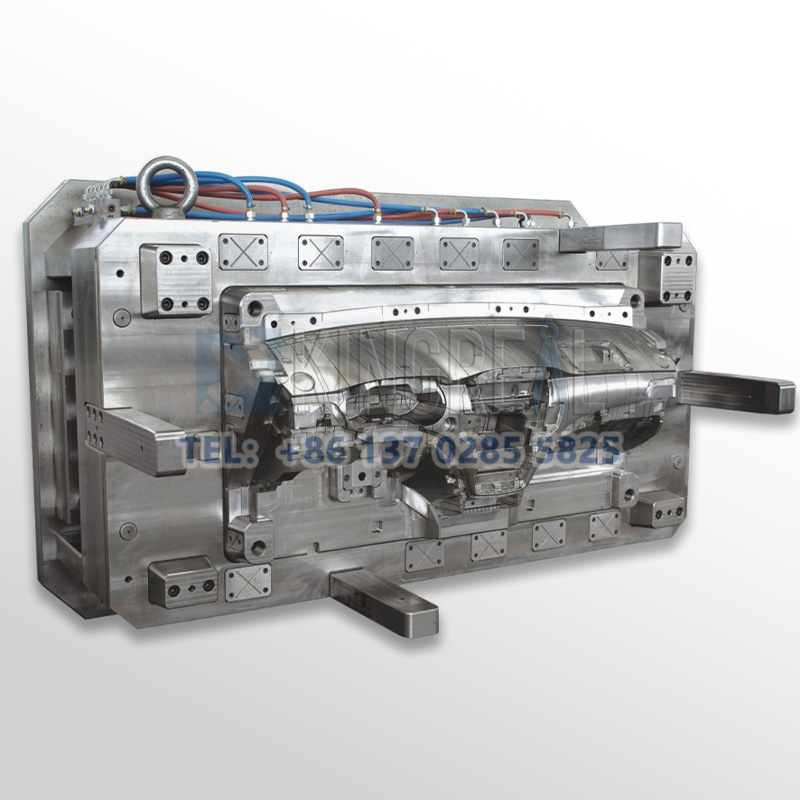
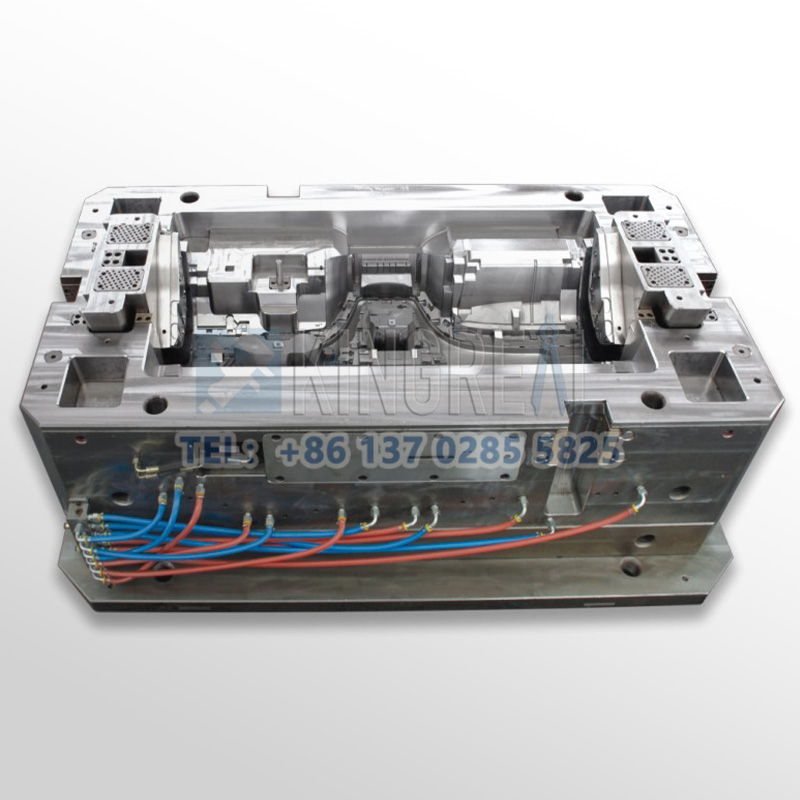
Lo stampo a iniezione per cruscotti per autoveicoli KRMOLD è progettato per la produzione di cruscotti per autoveicoli; lo stampo a iniezione prevede l'inserimento del materiale plastico fuso (ad esempio ABS, polipropilene, ecc.) nella cavità dello stampo, dopo il raffreddamento e la polimerizzazione, per formare i componenti del cruscotto in base ai requisiti di progettazione.
Automotive Dashboard Injection Mold è progettato per aiutare i produttori a produrre componenti complessi e ad alta tolleranza per cruscotti automobilistici in grandi volumi, garantendo coerenza e qualità durante il processo di produzione di massa. È particolarmente adatto per interni automobilistici, che non sono solo eleganti e alla moda, ma anche durevoli e facili da manutenere.
Nel settore manifatturiero automobilistico, gli stampi a iniezione sono gli strumenti di iniezione chiave per ottenere la produzione di massa di pannelli strumenti. Ad esempio, il corpo del pannello strumenti, i pannelli decorativi, i vani portaoggetti e altri componenti sono tutti realizzati da tali stampi. Poiché le automobili richiedono elevati livelli di sicurezza ed estetica, gli stampi devono garantire che i prodotti siano privi di segni di restringimento e sbavature e siano dimensionalmente stabili.
Allo stesso tempo, i cruscotti delle automobili contengono spesso superfici curve, asole, prese d'aria e altre strutture delicate, per cui gli stampi devono essere progettati con un elevato grado di precisione.

Specifiche dello stampo a iniezione
——
Tipo di stampo a iniezione | Stampo a iniezione per autoveicoli |
Tipo di acciaio per stampi | Pagina 20 |
Base dello stampo | S50c |
Cavità dello stampo | 1 Cavità |
Dimensioni dello stampo a iniezione | Dimensioni: 2710x1890x1700mm |
Peso dello stampo a iniezione | 34,5T |
Trattamento della superficie dello stampo | Lucidato. Inciso. Texture, ecc. |
Spessore della parete del prodotto in plastica | 2,5 mm |
Restringimento dello stampo | 0,42% |
Tolleranza di stampaggio | ±0,02 mm |
Materiale per la lavorazione degli stampi | Stampi multimateriale PP/ABS/PC+ABS |
Muffa Lif | Oltre 500.000 volte la vita. |
Comunicazione dello stampo a iniezione
——
1. Nucleo
2. Cavità
3. Cursori
4. Perni di espulsione
5. Canale di raffreddamento
6. Materiali dello stampo: P20、H13

Progettazione e produzione di stampi a iniezione per autoveicoli
——
Gli stampi per pannelli strumenti per autoveicoli spesso comportano superfici di separazione irregolari, cursori multipli e design del blocco superiore, che devono essere ottimizzati tramite simulazione in base alle proprietà del materiale (come restringimento, coefficiente di deformazione elastica) e temperatura di stampaggio. Garantisce inoltre che la disposizione dell'acqua di raffreddamento dello stampo a iniezione sia ragionevole, tenendo conto della rapida stampaggio e dell'uniformità della temperatura ed evitando la deformazione o il guasto dello stampo a causa dello stress termico.
KRMOLD adotta la tecnologia di lavorazione di precisione (ad esempio CNC, EDM) per garantire la tolleranza dei componenti chiave e, allo stesso tempo, il trattamento di rinforzo della superficie (ad esempio nitrurazione, placcatura) viene eseguito sui componenti principali per migliorare la resistenza all'usura e la durata utile. I materiali in acciaio (ad esempio acciaio pre-temprato o acciaio resistente alla corrosione) vengono selezionati per adattarsi alla durata dello stampo e la selezione personalizzata del materiale viene effettuata in base alle caratteristiche del materiale di stampaggio a iniezione (ad esempio ABS, PC/ABS).
Adottare componenti ad alta resistenza all'usura e ad alta precisione (ad esempio marca HASCO o DME) per le parti standard per garantire la stabilità del funzionamento dello stampo. Controllare la temperatura di iniezione, la pressione e il tempo di mantenimento, ottimizzare la velocità di riempimento e la velocità di raffreddamento per ridurre bolle, segni di restringimento e altri difetti. Le combinazioni di parametri devono essere verificate tramite esperimenti DOE per garantire la coerenza dello stampaggio.


Perché scegliere lo stampo a iniezione per i cruscotti delle automobili?
——
1. Le macchine per stampaggio a controllo numerico garantiscono che gli stampi a iniezione siano realizzati con tolleranze ristrette e alta precisione, consentendo alle parti di adattarsi perfettamente agli assemblaggi.
2. Lo stampaggio a iniezione è ideale per la produzione di massa ed è il metodo preferito per produrre componenti interni di automobili in grandi volumi.
3. Flessibilità dei materiali: per i componenti interni è possibile utilizzare un'ampia gamma di materiali, tra cui plastiche e materiali compositi resistenti agli urti, per la massima durata e resa estetica.
4. Personalizzazione: lo stampaggio a iniezione offre flessibilità di progettazione, dalla testurizzazione alla colorazione, consentendo ai produttori di creare parti uniche e funzionali.
5. Riduzione di manodopera e tempi di consegna. Una volta creato lo stampo, il processo di produzione è altamente automatizzato, riducendo i costi di manodopera e i tempi di consegna.
6. La convenienza, la produzione in serie e la riduzione degli sprechi di materiale rendono lo stampaggio a iniezione una soluzione conveniente per le parti interne delle automobili.

Processi comuni di produzione di stampi a iniezione per cruscotti automobilistici
——
1.Stampaggio a iniezione convenzionale (CIM)
Scenario applicativo: produzione della carrozzeria del cruscotto, dello scheletro e di altre strutture di base.
Punti chiave della progettazione dello stampo:
Adottare un design multi-cavità per migliorare l'efficienza, ma è necessario bilanciare la distribuzione delle porte (ad esempio, porte a ventaglio o porte latenti) per evitare problemi di linea di fusione.
Il sistema di raffreddamento deve essere ottimizzato per le aree con pareti spesse (ad esempio i montanti del cruscotto) per evitare segni di restringimento e deformazioni.
2.Stampaggio a iniezione assistito da gas (GAM)
Funzione: iniettando azoto per formare un canale cavo, si riduce la quantità di materiale utilizzato e si aumenta la rigidità della parte. Riduce il peso di oltre il 30% e riduce lo stress interno, adatto per grandi travi del cruscotto.
Punti per la progettazione dello stampo:
È necessario pre-costruire gli aghi del gas nello stampo e progettare il percorso del flusso del gas (ad esempio la distribuzione lungo il rinforzo).
La superficie della cavità deve essere accuratamente lucidata per evitare difetti superficiali causati dall'infiltrazione di gas.
3.Stampaggio a due colpi/multicolore (stampaggio a due colpi/multicolore)
Applicazione: Produzione di parti con materiali duri e morbidi integrati o colori diversi (ad esempio rivestimento del cruscotto combinato con il substrato). Stampaggio simultaneo di aree soft-touch sulla superficie del cruscotto (rivestimento in TPE) e sul substrato duro (PC/ABS).
Punti per la progettazione dello stampo:
Adottare una struttura a stampo rotante o a cascata per ottenere lo stampaggio a iniezione sequenziale multi-materiale.
È necessario controllare con precisione la differenza di restringimento dei diversi materiali per evitare il distacco dell'interfaccia.
Informazioni su KRMOLD
——
KRMOLD si concentra sul campo della progettazione e produzione di stampi di precisione, con un team di produzione di oltre 200 tecnici professionisti, un team di ricerca e sviluppo tecnico di oltre 30 ingegneri e un team di assistenza a ciclo completo che spazia dalla consulenza pre-vendita alla manutenzione post-vendita, fornendo servizi completi che vanno dalla progettazione di stampi, alla lavorazione di precisione fino allo stampaggio a iniezione.
KRMOLD è dotata di attrezzature internazionali di prima classe, come centri di lavorazione CNC, macchine a scintilla di precisione giapponesi Makino, macchine per il taglio a filo giapponesi Shadick, macchine per stampaggio a iniezione giapponesi Toshiba e altri marchi famosi di attrezzature di produzione nazionali e internazionali, per ottenere una precisione di lavorazione di ± 0,002 mm, per soddisfare le esigenze di una varietà di stampi a iniezione di plastica ad alta precisione.
In qualità di fornitore di stampi a lungo termine per Ford, Mercedes-Benz, BMW e altre aziende Fortune 500, KRMOLD ha consegnato più di 500 set di stampi per illuminazione automobilistica, stampi per parti interne e altri progetti di collaborazione. KRMOLD produce stampi a iniezione per l'industria automobilistica, medica, dell'arredamento, dell'elettronica di consumo e così via.
KRMOLD si impegna a fornire ai clienti soluzioni di produzione complete, dalla progettazione, alla produzione e al post-vendita, per fornire un servizio completo e completo, per aiutare i clienti a risolvere le loro esigenze di produzione e a raggiungere una cooperazione a lungo termine e relazioni amichevoli.
Domande frequenti
——
1. Come ottenere un preventivo per stampi a iniezione personalizzati?
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
2. Quanto tempo ci vuole per ottenere un preventivo per uno stampo a iniezione?
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
3. Quali sono i tempi di consegna per gli stampi a iniezione?
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


