

Descrizione dello stampo a iniezione per pannelli di controllo automobilistici
—
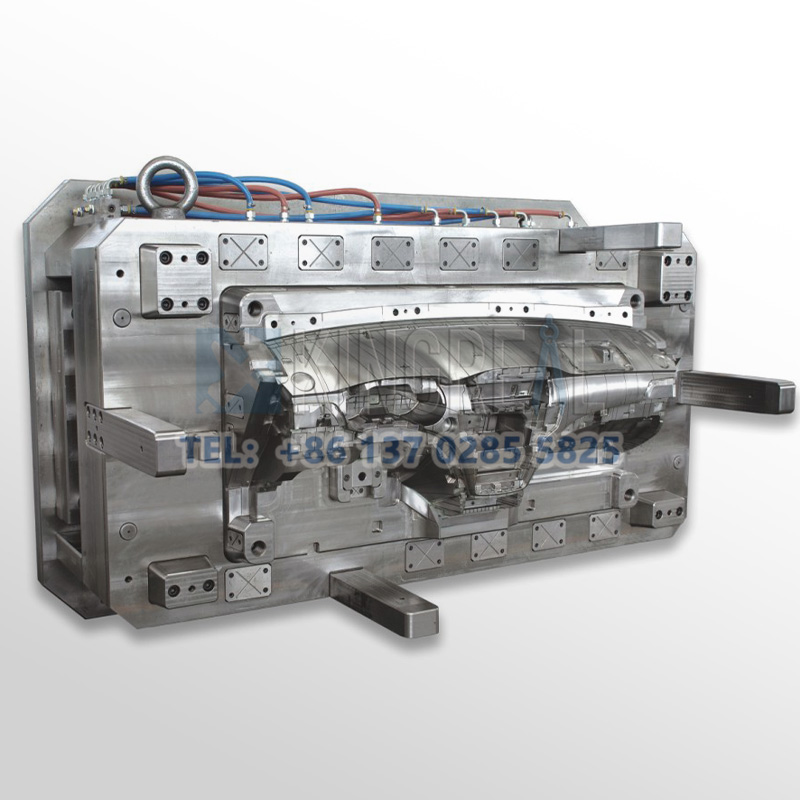
Gli stampi a iniezione per cruscotti automobilistici KRMOLD sono stampi specializzati per la produzione di componenti in plastica. Il materiale plastico fuso, come ABS o polipropilene, viene solitamente iniettato nella cavità dello stampo e si solidifica, creando il componente del cruscotto che soddisfa i criteri di progettazione. Gli stampi a iniezione per cruscotti auto KRMOLD sono progettati per aiutare i produttori a realizzare in serie componenti complessi e ad alta tolleranza, garantendo uniformità e qualità durante tutto il processo produttivo e assicurando che ogni cruscotto abbia le dimensioni, le texture e i dati corretti.
KRMOLD offre una finitura perfetta per gli stampi a iniezione per cruscotti auto, garantendo che il prodotto sia privo di ritiri e sbavature. L'elevata precisione nella progettazione degli stampi a iniezione per pannelli di controllo automobilistici di KRMOLD assicura che anche la finitura finale di superfici curve, fori per pulsanti, bocchette di ventilazione e altri dettagli complessi del cruscotto sia eccellente. Gli stampi a iniezione per pannelli di controllo automobilistici di KRMOLD assicurano che i cruscotti siano esteticamente gradevoli e soddisfino gli standard di settore in termini di durata, estetica e prestazioni.

Parametri dello stampo a iniezione per cruscotti auto
—
| Tipo di stampaggio a iniezione | Stampo a iniezione per pannelli di controllo automobilistici |
| Tipo di stampo | Acciaio P20 |
| Base dello stampo | S50c |
| cavità di muffa | 1 carie |
| Dimensioni dello stampo a iniezione | 2710x1890x1700mm |
| Peso dello stampo a iniezione | 34,5T |
| Trattamento superficiale dello stampo | Lucidatura, incisione, texture, ecc. |
| Spessore della parete del prodotto in plastica | 2,5 mm |
| Ritiro della muffa | 0,42% |
| Tolleranza di stampaggio | ±0,02 mm |
| Materiale per la lavorazione degli stampi | Stampi multimateriale in PP/ABS/PC+ABS |
| Durata dello stampo | Durata di vita superiore a 500.000 |
Analisi della progettazione e della produzione dello stampo a iniezione per il cruscotto dell'auto.
—
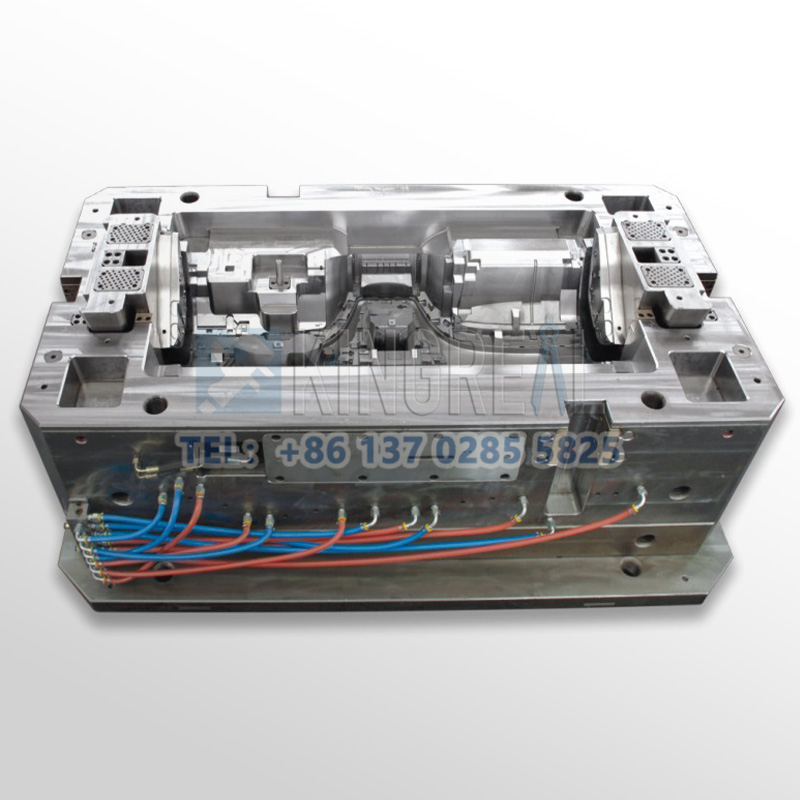
Gli stampi a iniezione per pannelli di controllo automobilistici presentano in genere superfici di separazione irregolari, cursori multipli e blocchi di espulsione. Questi progetti richiedono un'ottimizzazione tramite simulazione basata sulle proprietà del materiale (ad esempio, ritiro, coefficiente di elasticità) e sulla temperatura di stampaggio. Inoltre, la configurazione del sistema di raffreddamento ad acqua dello stampo a iniezione per pannelli di controllo automobilistici deve essere razionale, bilanciando la prototipazione rapida con l'uniformità della temperatura per prevenire deformazioni o rotture dello stampo dovute a stress termico.
KRMOLD utilizza tecnologie di lavorazione di precisione (come CNC ed EDM) per garantire tolleranze critiche dei componenti. I componenti principali vengono sottoposti a trattamenti di indurimento superficiale (come nitrurazione ed elettrodeposizione) per migliorarne la resistenza all'usura e la durata. I materiali in acciaio (come acciaio pre-temprato o resistente alla corrosione) vengono selezionati per ottimizzare la durata dello stampo e personalizzati in base alle proprietà del materiale di stampaggio a iniezione (come ABS e PC/ABS). Componenti standard con elevata resistenza all'usura e alta precisione (ad esempio HASCO o DME) contribuiscono a garantire la stabilità degli stampi a iniezione per cruscotti auto. Temperatura, pressione e tempo di mantenimento dell'iniezione sono tenuti sotto controllo; velocità di riempimento e velocità di raffreddamento sono massimizzate per ridurre difetti come ritiri e bolle. Le combinazioni di parametri vengono validate tramite esperimenti DOE per garantire uno stampaggio uniforme.

Vantaggi dello stampaggio a iniezione per pannelli di controllo automobilistici
—
Elevata precisione e uniformità: lo stampaggio a iniezione dei cruscotti delle auto riproduce fedelmente i progetti degli stampi, garantendo dimensioni e forma uniformi per ogni componente del pannello di controllo.
Durata e resistenza: i componenti automobilistici richiedono materiali in grado di resistere all'usura quotidiana, e lo stampaggio a iniezione di pannelli di controllo per autoveicoli consente l'utilizzo di materiali resistenti e durevoli.
Geometrie complesse: il processo può gestire progetti complessi come pareti sottili, texture intricate e caratteristiche integrate come componenti a incastro o progetti multimateriale.
Conveniente e adatta alla produzione di massa – Una volta realizzato lo stampo a iniezione per il cruscotto dell'auto, lo stampaggio a iniezione si rivela estremamente efficiente per la produzione di grandi volumi, riducendo significativamente i costi unitari.
Finitura superficiale – Il processo consente di ottenere componenti con superfici lisce, lucide o strutturate, elementi cruciali per l'estetica degli interni automobilistici.


Materiali comuni utilizzati per gli stampi a iniezione per cruscotti di automobili
—
I materiali utilizzati per gli stampi a iniezione per i pannelli di controllo automobilistici devono essere resistenti, termoresistenti e durevoli. Uno stampaggio a iniezione di alta qualità per cruscotti auto garantisce un sistema di produzione semplice e riduce i difetti. I metalli di alta qualità sono i materiali più utilizzati per gli stampi a iniezione per pannelli di controllo automobilistici grazie alla loro resistenza, termoresistenza e durata. Tra i tipi di metallo più comuni si annoverano P20, H13 e S136. Un'altra ottima alternativa è l'alluminio, sebbene non sempre robusto come il metallo. È ideale per produzioni di piccoli volumi in quanto leggero e facile da lavorare. L'elevata resistenza alla corrosione e la tenacità delle leghe di nichel le rendono perfette per la realizzazione di stampi a iniezione per pannelli di controllo automobilistici di lunga durata.
Gli stampi a iniezione per cruscotti di automobili sono generalmente realizzati in materiale termoplastico. L'ABS è un materiale ben noto per la sua eccellente resistenza agli urti e la finitura superficiale. Il PC/ABS offre elevata resistenza alle alte temperature e tenacità. Il PP è ampiamente utilizzato per la sua leggerezza ed economicità, mentre le plastiche rinforzate con fibra di vetro sono impiegate in applicazioni di imballaggio ad alta potenza dove una robustezza eccezionale è fondamentale.
Processi di stampaggio comuni utilizzati per i cruscotti delle auto
—
| 1. Stampaggio a iniezione multicavità Applicazioni: Produzione di strutture di base come il corpo e il telaio del cruscotto. Punti chiave nella progettazione dello stampo: Una progettazione a cavità multiple migliora l'efficienza, ma la distribuzione dei punti di iniezione (come i punti di iniezione a ventaglio o i punti di iniezione latenti) deve essere bilanciata per evitare problemi alla linea di saldatura. Per le aree con pareti spesse (come i montanti di fissaggio del cruscotto), il sistema di raffreddamento deve essere ottimizzato per prevenire ritiri e deformazioni. |  |
2. Stampaggio a iniezione assistito da gas Scopo: L'iniezione di azoto crea canali cavi, riducendo il consumo di materiale e aumentando la rigidità del componente. Può ridurre il peso di oltre il 30% e diminuire le tensioni interne, rendendola adatta per traverse di grandi dimensioni del cruscotto. Punti chiave della progettazione dello stampo: Gli aghi del gas devono essere preinstallati nello stampo e i percorsi di flusso del gas devono essere progettati (ad esempio, lungo le nervature). La superficie della cavità deve essere altamente lucidata per prevenire difetti superficiali causati dalla permeazione del gas. |  |
3. Stampaggio a iniezione bicolore Applicazione: Produzione di componenti che integrano materiali morbidi e duri o colori diversi (ad esempio, combinando la finitura del cruscotto con un substrato). La zona morbida al tatto (rivestimento in TPE) sulla superficie del cruscotto viene stampata simultaneamente con il substrato rigido (PC/ABS). Punti chiave della progettazione dello stampo: Lo stampaggio a iniezione sequenziale multimateriale si ottiene utilizzando uno stampo rotazionale o una struttura a stampi sovrapposti. Controllare con precisione le differenze di ritiro tra i diversi materiali per prevenire la delaminazione interfacciale. |  |
Considerazioni chiave nella progettazione di uno stampo a iniezione per il cruscotto di un'auto
—
Gli ingegneri di KRMOLD garantiscono un'eccellente qualità superficiale e dimensioni precise per il pannello di controllo automobilistico realizzato con lo stampo a iniezione per cruscotti. La precisione dimensionale assicura che il cruscotto si adatti perfettamente all'interno dell'abitacolo. Un altro aspetto fondamentale è rappresentato dalle prestazioni di raffreddamento, poiché un sistema di raffreddamento ben progettato nello stampo a iniezione per pannelli di controllo automobilistici garantisce cicli di produzione più rapidi ed evita difetti come la deformazione. Anche la finitura superficiale è cruciale, in quanto uno stampo a iniezione per pannelli di controllo automobilistici ben realizzato assicura un aspetto elegante e raffinato al prodotto finale.
La progettazione dello stampo a iniezione per il pannello di controllo di un'automobile deve includere canali di iniezione e sfiati adeguati per consentire al materiale plastico di fluire facilmente, eliminare l'aria intrappolata ed evitare difetti. Lo stampo a iniezione per il cruscotto dell'auto deve inoltre essere sufficientemente robusto da resistere all'uso continuo senza deteriorarsi rapidamente. Materiali di qualità e una corretta manutenzione miglioreranno le prestazioni e la durata dello stampo a iniezione per il pannello di controllo.

Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


