

Soluzione per muffa specchietto retrovisore automatico
——
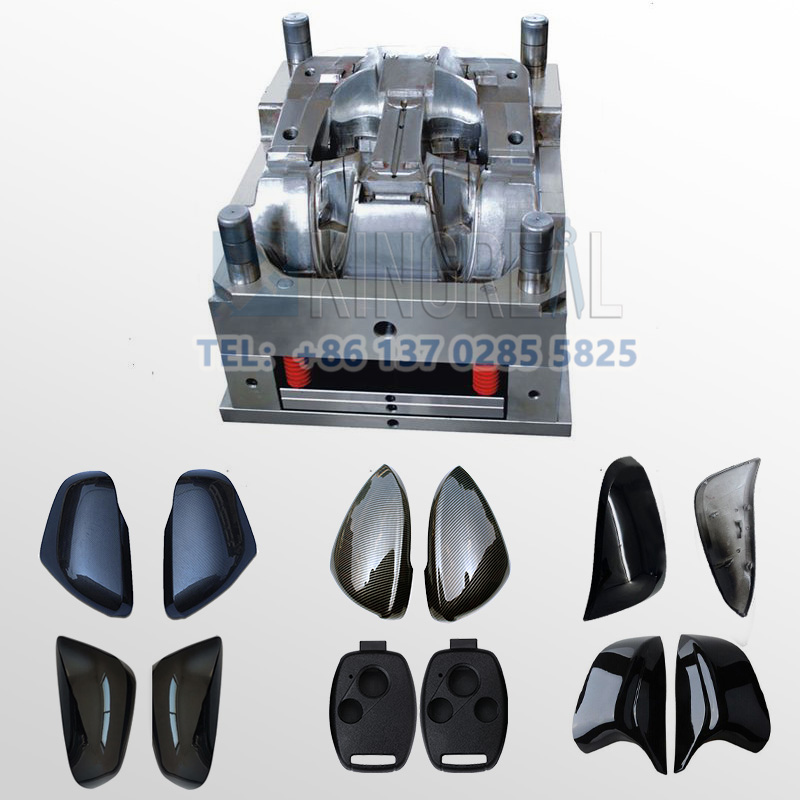
KRMOLD offre una soluzione completa per stampi per specchietti retrovisori per auto per la produzione in serie di alloggiamenti per specchietti retrovisori per auto, telai e componenti correlati. Lo stampo per specchietti retrovisori per auto è adattato alle superfici curve aerodinamiche e al design aerodinamico del processo di stampaggio dell'alloggiamento. Lo stampo per specchietti retrovisori per auto è adatto per superfici curve aerodinamiche e design aerodinamico, e può completare il processo di stampaggio della calotta, e supporta anche l'incorporamento o la riserva di posizioni di montaggio per componenti come indicatori di direzione, telecamere, elementi riscaldanti, ecc., così come la lavorazione di effetti di aspetto lucido, texture in pelle, placcatura e altri.
KRMOLD si impegna a soddisfare le esigenze specifiche del settore automobilistico fornendo stampi precisi e durevoli per la produzione di specchietti per una vasta gamma di veicoli. Gli stampi per specchietti per autoveicoli KRMOLD sono realizzati con cura utilizzando tecnologie avanzate e materiali di alta qualità per garantire prestazioni eccellenti e longevità, con una durata di 20-30.000 volte.

Servizio di lavorazione di stampi per specchietti retrovisori automatici
——

Modellazione 3D e disegno CAD, in base alle dimensioni esterne dello specchio, alle caratteristiche del materiale (come ABS o ASA) e ai requisiti funzionali, modellazione 3D e progettazione della superficie di separazione, per garantire che la direzione di sformatura sia ragionevole e per ridurre l'impatto della struttura invertita.

Gli acciai per stampi comunemente utilizzati includono NAK800 (elevata resistenza all'usura) e 2344 (pre-temprato), la durezza dello stampo mobile e dello stampo fisso deve essere differenziata per estendere la durata del progetto, l'uso di lavorazioni meccaniche (CNC), elettroerosione (EDM) e taglio a filo e altre tecniche per elaborare la struttura complessa della parte superiore inclinata, del blocco scorrevole, ecc., per garantire la precisione dell'area di deformazione

Verificare la precisione dimensionale dello stampo e il grado di corrispondenza dell'azione del meccanismo di trazione del nucleo attraverso lo stampo di prova e utilizzare la macchina di misura a coordinate (CMM) per ispezionare le parti chiave. Regolare il layout del circuito dell'acqua di raffreddamento o ottimizzare il parametro della pressione di tenuta per problemi quali deformazione e deformazione, segni di fusione, ecc.
Caratteristica di progettazione dello stampo dello specchietto retrovisore automatico
——
1. Analisi della struttura e progettazione della superficie di separazione
La superficie di separazione degli stampi a iniezione dovrebbe essere impostata sul contorno più ampio per garantire una sformatura uniforme e ridurre l'impatto delle linee di aspetto sull'estetica del prodotto. Ad esempio, i gusci degli specchietti retrovisori delle automobili sono per lo più superfici curve aerodinamiche e la superficie di separazione è solitamente progettata lungo il contorno più ampio della superficie per evitare che la linea di separazione venga esposta.
I gusci degli specchietti hanno spesso più di una fibbia (come il lato esterno di una vasta area della fibbia, il lato interno di un certo numero di fibbie), la necessità di un meccanismo di estrazione del nucleo scorrevole e di un meccanismo di estrazione del nucleo superiore inclinato per ottenere la sformatura. La fibbia del lato esterno di solito adotta un'estrazione del nucleo scorrevole inclinata, mentre la fibbia del lato interno combina una struttura superiore inclinata e una superiore dritta.
2. Selezione dei materiali e parametri di processo
addominaliè preferito come materia prima per prodotti di stampaggio a iniezione per le sue eccellenti prestazioni complessive, tra cui elevata resistenza all'impatto, buona stampabilità, stabilità dimensionale e finitura superficiale. Il tasso di restringimento teorico dell'ABS è solitamente considerato pari allo 0,5% o 1,005 (regolato in base al processo specifico). Lo spessore della parete deve essere uniforme (generalmente 1,5-3 mm) per evitare restringimenti, deformazioni o difficoltà di riempimento dovute a spessori non uniformi. La distribuzione dello spessore della parete deve essere rilevata dalla funzione di analisi dello spessore di Solidworks e altri strumenti.
Progettare le pareti interne ed esterne con una pendenza di tiraggio sufficiente (solitamente 1°-2°) per garantire un rilascio fluido dello stampo e ridurre il rischio di deformazione. Verificare la progettazione utilizzando lo strumento di analisi dell'estrazione dello stampo.
3. Sistema di colata e sistema di raffreddamento
Lo stampo a iniezione dello specchietto retrovisore per auto è progettato con una combinazione di canale caldo + canale freddo per migliorare l'efficienza di riempimento e ridurre gli sprechi del canale. Per la calotta dello specchietto con requisiti di aspetto elevati, la posizione del gate deve essere controllata per ridurre al minimo i segni di fusione. Sia gli stampi anteriori che quelli posteriori devono essere progettati con linee d'acqua dense (ad esempio, 4 ingressi e 4 uscite), adottando la combinazione di "tubo dell'acqua dritto + linea dell'acqua inclinata + pozzetto dell'acqua" per garantire un raffreddamento uniforme. Il cursore inclinato e la parte superiore dritta e altre aree di concentrazione del calore devono progettare un circuito dell'acqua di raffreddamento separato.



Specifiche dello stampo per guscio specchietto retrovisore auto
——
| Materiale della calotta dello specchietto retrovisore dell'auto | addominali |
| Tipo di acciaio | 718, S136, H13, ecc. |
| Cavità dello stampo | L1+R1 |
| Durezza della cavità e del nucleo | 32-50HRC |
| Durezza delle parti soggette ad usura | 55-60HRC |
| Sistema di iniezione | Canale caldo |
| Finitura superficiale | Alta lucidatura |
| Durata della muffa | 50K volte |
| Solid Works, UG, Pro-E, ecc. |
Informazioni su KRMOLD
—
KRMOLD si concentra sul campo della progettazione e produzione di stampi di precisione, con un team di produzione di oltre 200 tecnici professionisti, un team di ricerca e sviluppo tecnico di oltre 30 ingegneri e un team di assistenza a ciclo completo che spazia dalla consulenza pre-vendita alla manutenzione post-vendita, fornendo servizi completi che vanno dalla progettazione di stampi, alla lavorazione di precisione fino allo stampaggio a iniezione.
Kingreal Mold è dotata di attrezzature internazionali di prima classe, come centri di lavorazione CNC, macchine a scintilla di precisione giapponesi Makino, macchine per il taglio a filo giapponesi Shadick, macchine per stampaggio a iniezione giapponesi Toshiba e altri marchi famosi di attrezzature di produzione nazionali e internazionali, per ottenere una precisione di lavorazione di ± 0,002 mm, per soddisfare le esigenze di una varietà di stampi a iniezione di plastica ad alta precisione.

Domande frequenti
—
1. Come ottenere un preventivo per stampi a iniezione personalizzati?
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
2. Quanto tempo ci vuole per ottenere un preventivo per uno stampo a iniezione?
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
3. Quali sono i tempi di consegna per gli stampi a iniezione?
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


