Gli stampi per iniezione di tubi centrifughi sono appositamente progettati per la produzione di tubi centrifughi da laboratorio, che vengono rapidamente trasformati in materiali di consumo monouso ad alta precisione e resistenti alle sostanze chimiche, iniettando plastica fusa ad alta temperatura nelle cavità dello stampo. KRMOLD si impegna ad aiutare i propri clienti a risolvere i problemi delle soluzioni di produzione di stampi a iniezione, non esitate a contattarci.
Specifiche degli stampi per iniezione di tubi da centrifuga
——
Materiale dello stampo
P20/718/H13/45 #/S136
Materiale plastico
PP/PMMA/PS/PE/PVC/ABS/PA6....
Telaio per stampo
...il mio nome è LKM/DME/YUDO...
Cavità dello stampo
Multi cavità
Corridore
Corridore freddo
Software di progettazione
UG, AUTOCAD, Moldflow, SOLIDWORKS
Vita della muffa
Tiro da 30-50K
Standard
DME
Dimensioni del tubo di centrifuga
15 ml, 50 ml
Descrizione degli stampi per iniezione di tubi da centrifuga
——
Le provette da centrifuga devono essere esposte ad acidi forti, alcali o campioni biologici e le materie prime dei prodotti devono essere resistenti alla corrosione e alla sterilizzazione ad alta temperatura. Gli stampi per iniezione delle provette da centrifuga sono utensili di precisione appositamente progettati per la produzione di provette da centrifuga in laboratorio e gli acciai resistenti alla corrosione, come l'acciaio inossidabile S136H, sono utilizzati come materie prime per la produzione di stampaggio a iniezione di prodotti, come provette per PCR, microprovette da centrifuga e così via.
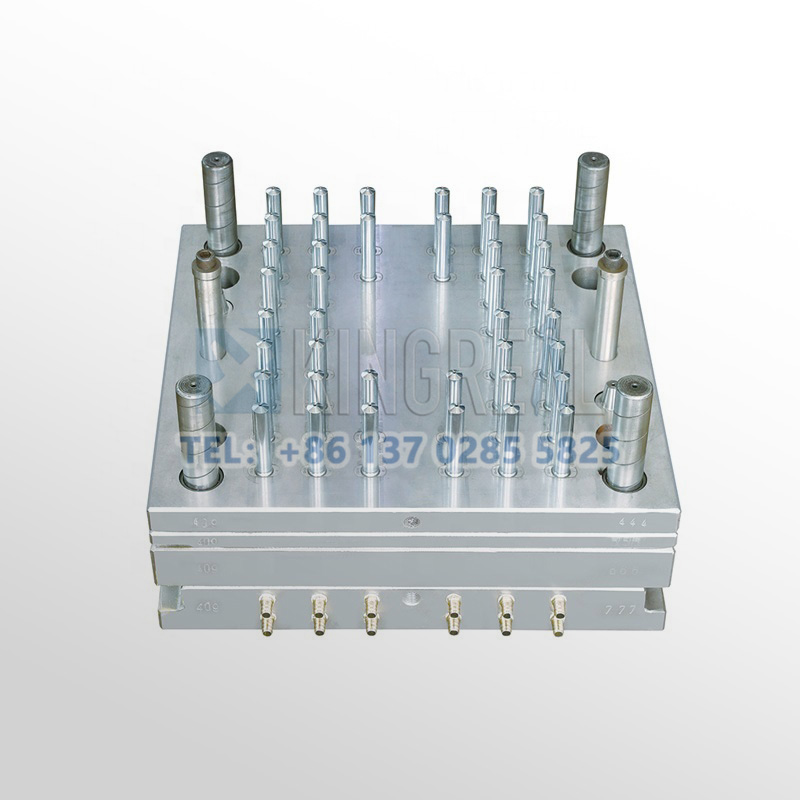
I tubi centrifughi hanno solitamente pareti sottili e caratteristiche di prodotto multi-specifiche; gli stampi per iniezione dei tubi centrifughi devono essere progettati tramite la disposizione delle multi-cavità, ad esempio a 64 cavità, 96 cavità e 106 cavità, ecc. per ottenere la produzione di uno su un numero di produzioni, migliorando l'efficienza produttiva dei tubi centrifughi.
Il principio di stampaggio dello stampo a iniezione di tubi centrifughi è quello di iniettare plastica fusa ad alta temperatura nella cavità dello stampo, quindi di modellare rapidamente in materiali di consumo monouso per tubi centrifughi ad alta precisione e resistenti alle sostanze chimiche. Gli stampi a iniezione di tubi centrifughi devono soddisfare i severi requisiti di biocompatibilità, tenuta e resistenza alla forza centrifuga. Oltre a progettazione multi-cavità, i tubi centrifughi hanno anche le caratteristiche di prodotto di strutture filettate e sigillate. Gli stampi per iniezione di tubi centrifughi devono essere integrati con un meccanismo scorrevole e un dispositivo di inclinazione superiore per ottenere una sformatura complessa attraverso il design ad incastro per evitare problemi di deformazione della filettatura o sbavature.
Caratteristica di progettazione degli stampi a iniezione multi-cavità
——
"Le caratteristiche di produzione dei prodotti a tubo centrifugo richiedono stampi a iniezione multi-cavità per la produzione ad alto volume. Quindi come si realizzano stampi a iniezione multi-cavità?"
Il nostro vantaggio
Progettazione di stampi multi-cavità
Il fulcro dello stampo multi-cavità risiede nella disposizione ragionevole delle cavità dello stampo. Di solito, viene adottata una disposizione simmetrica (ad esempio 4 cavità, 8 cavità o 96 cavità) per bilanciare il flusso di fusione e ridurre il problema del riempimento irregolare, oppure viene adottato un sistema di canali "uno principale e multiplo" per garantire che le cavità vengano riempite in modo sincrono. La spaziatura delle cavità deve essere regolata in base alle dimensioni del prodotto e alla forza di serraggio della macchina per stampaggio a iniezione per evitare deformazioni causate da un'elevata pressione locale.
Superficie di separazione e struttura di chiusura dello stampo
La superficie di separazione dello stampo a iniezione multi-cavità deve essere selezionata sulla sezione trasversale più grande del prodotto e lo spazio deve essere controllato ≤ 0,01 mm per garantire la tenuta; il meccanismo di serraggio adotta spesso il design dell'asta telescopica + collegamento della sede dell'asse rotante per migliorare l'efficienza della sformatura.
Progettazione del distacco dello stampo e del raffreddamento
In base alla forma della cavità dello stampo, il circuito di raffreddamento indipendente è progettato, come parti tubolari lunghe che utilizzano un circuito ad acqua a spirale, parti a parete sottile che utilizzano il raffreddamento a getto per garantire una dissipazione uniforme del calore. Per stampi multi-cavità, il sistema di controllo della temperatura indipendente deve essere configurato per diverse cavità.
Classificazioni comuni delle provette da centrifuga
——
★Classificazione per capacità
1.Provetta da centrifuga di grande capacità
Specifiche: 250mL, 500mL, 1000mL, ecc. Sono comunemente utilizzate per la coltura cellulare, la purificazione delle proteine e altre grandi elaborazioni di campioni. In genere, le provette da centrifuga con una capacità superiore a 100mL sono bottiglie da centrifuga.
2. Provette per centrifuga ordinarie
Specifiche comuni: 15 mL, 50 mL, adatti per la separazione di campioni di routine (ad esempio siero, precipitazione cellulare)
3.Provetta per microcentrifuga
Specifiche: 0,2 ml, 0,5 ml, 1,5 ml, 2 ml, spesso utilizzati insieme alle microcentrifughe per la separazione di reagenti in tracce, comunemente impiegati negli esperimenti di micromanipolazione di biologia molecolare.
★Classificati in base alla forma del fondo
1. Provette per centrifuga a fondo conico
Caratteristiche: Fondo affilato, precipitazione facile da concentrare, adatta per la separazione di microcampioni. Quando il campione è piccolo e il precipitato viene raccolto, l'effetto di separazione sarà migliore con la provetta da centrifuga con fondo appuntito e il surnatante sarà più facile da aspirare con la pipetta.
2. Tubi a fondo tondo
Vantaggio: ampia area di fondo per resistere a forze centrifughe più elevate, spesso utilizzata per separazioni di gradienti di densità. Quando si raccolgono gradienti di densità, è possibile scegliere un fondo rotondo; il fondo rotondo ha un'area più ampia e può resistere a forze centrifughe più elevate rispetto a un fondo appuntito.
3. Provette per centrifuga a fondo piatto
Applicazione: Facile da posizionare in posizione verticale, adatta per la conservazione di routine dei campioni o per la centrifugazione a bassa velocità. Utilizzata allo stesso modo delle provette a fondo appuntito, ma le provette possono essere posizionate in posizione verticale per una facile rimozione durante gli esperimenti. Altre provette da centrifuga a fondo piatto sono per lo più bottiglie da centrifuga e provette per campioni.
Applicazione dello stampo a iniezione del tubo di centrifuga
——
Perché scegliere KRMOLD?
—
1.Servizio completo in un'unica soluzione
Forniamo un servizio completo che va dall'integrazione dei requisiti, alla progettazione e produzione degli stampi, fino alla consegna e al servizio post-vendita.
Il team tecnico è profondamente coinvolto nella fase di progettazione del prodotto del cliente, ottimizzando la struttura dello stampo e progettando i disegni dello stampo tramite il software di analisi del flusso dello stampo (come Autodesk Moldflow, UGNX). Dotato di CNC importato, macchina per il taglio a filo Shadick, attrezzatura per scarica a specchio e altre attrezzature di lavorazione di precisione per ottenere una precisione di ±0,02 mm;
Disponiamo di un'officina intelligente su larga scala per supportare lavorazioni secondarie come serigrafia, saldatura, spruzzatura, ecc. Implementiamo rigorosamente il sistema di qualità ISO13485 e IATF16949; nel frattempo, forniamo trasporto gratuito, regolare manutenzione degli stampi e un anno di garanzia.
2. Sistema completo di controllo qualità
C'è un laboratorio di produzione a catena completa, che utilizza centri di lavorazione a cinque assi Makino, macchine per stampaggio a iniezione Haitian e altre attrezzature note in patria e all'estero per evitare ritardi nella lavorazione in uscita. Attraverso la macchina di misura a coordinate CMM, lo strumento di ispezione tridimensionale, l'ispezione completa delle dimensioni chiave, l'implementazione della gestione della qualità del ciclo PDCA. Nel frattempo, forniamo un rapporto di ispezione di qualità completo degli stampi a iniezione.
3. Controllo accurato della consegna per garantire la pianificazione del progetto
Grazie alla gestione digitale, al monitoraggio dell'avanzamento della produzione fin dall'inizio dell'ordine, per diversi ordini e data di consegna per il monitoraggio dei dati, qualora si verifichino fattori che potrebbero causare ritardi, si provvede immediatamente ad accelerare il programma di produzione, per garantire al cliente il completamento della produzione degli stampi per iniezione di plastica entro il periodo di consegna.
Come ottenere un preventivo per stampi a iniezione personalizzati?
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
Quanto tempo ci vuole per ottenere un preventivo per uno stampo a iniezione?
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Quali sono i tempi di consegna per gli stampi a iniezione?
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Come garantire la precisione dimensionale dello stampo e la consistenza del prodotto?
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM).
Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova.
Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Gli stampi si usurano facilmente o hanno una vita breve, come migliorarli?
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Perché il costo dell'apertura dello stampo è più elevato?
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
Su cosa dovrebbero concentrarsi i criteri di accettazione degli stampi?
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
Quali sono i fattori chiave che incidono sul costo dello stampo?
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).