

Soluzione completa per stampi a iniezione per contenitori cosmetici
——
Lo stampaggio a iniezione è il metodo di produzione più comune per i contenitori cosmetici. Diverse materie prime (ad esempio PP, PETG, ABS) vengono fuse e iniettate nelle cavità dello stampo, che vengono poi raffreddate e polimerizzate per produrre componenti del contenitore (ad esempio tappi di bottiglia, lattine, testine di erogazione, tubetti di rossetto, ecc.) con elevata precisione e qualità superficiale. Con la crescente ricerca di unicità, design e funzionalità nei prodotti di packaging cosmetico, sono aumentati anche i requisiti di progettazione e produzione degli stampi a iniezione, processo fondamentale per la realizzazione di tali prodotti.
1. Gli stampi a iniezione devono supportare forme complesse e combinazioni di materiali diversi (ad esempio, co-iniezione di strati trasparenti e colorati) per soddisfare le esigenze di produzione di prodotti per il confezionamento di cosmetici. KRMOLD adotta la modellazione 3D e la tecnologia di lavorazione CNC di precisione per ottenere un'accuratezza a livello di micron negli stampi a iniezione per il confezionamento di cosmetici.
2. Gli stampi a iniezione per imballaggi cosmetici devono prevedere spazio per l'inserimento di sensori (ad esempio, slot per chip) e garantire che il processo di iniezione non influisca sulle prestazioni dei componenti elettronici; inoltre, il materiale dello stampo deve essere resistente alle alte temperature e alla corrosione per essere adatto al processo di rivestimento intelligente.
3. Stampaggio a iniezione di imballaggi cosmetici mediante tecnologia di lucidatura a specchio per ridurre i difetti superficiali dei prodotti di imballaggio cosmetici, per ottimizzare l'inclinazione dello stampo ed evitare residui di materiale; sviluppo di stampi a co-iniezione multistrato per ottenere la combinazione di strato barriera e strato funzionale.

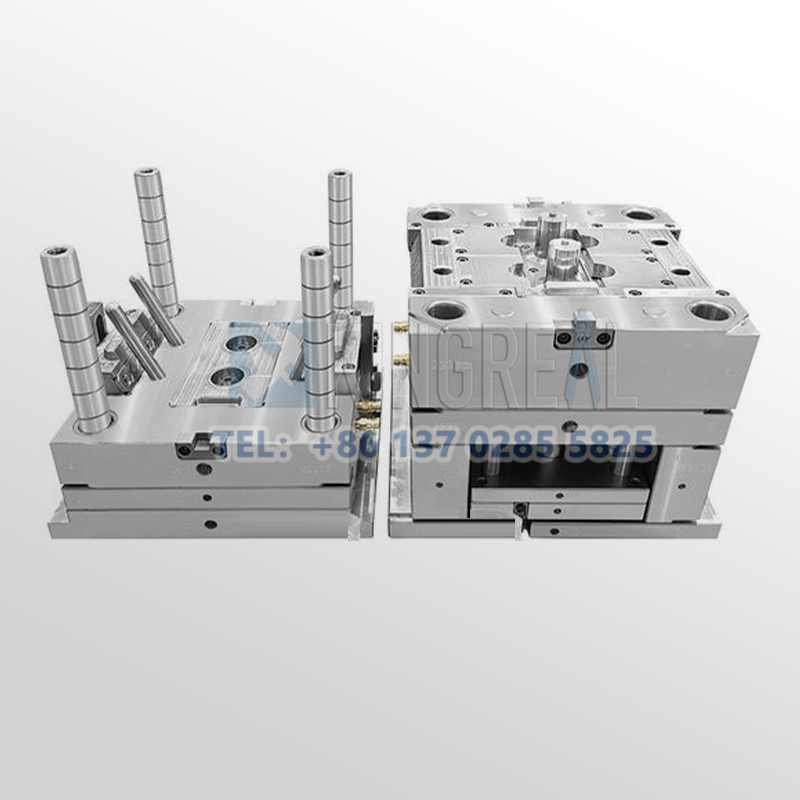
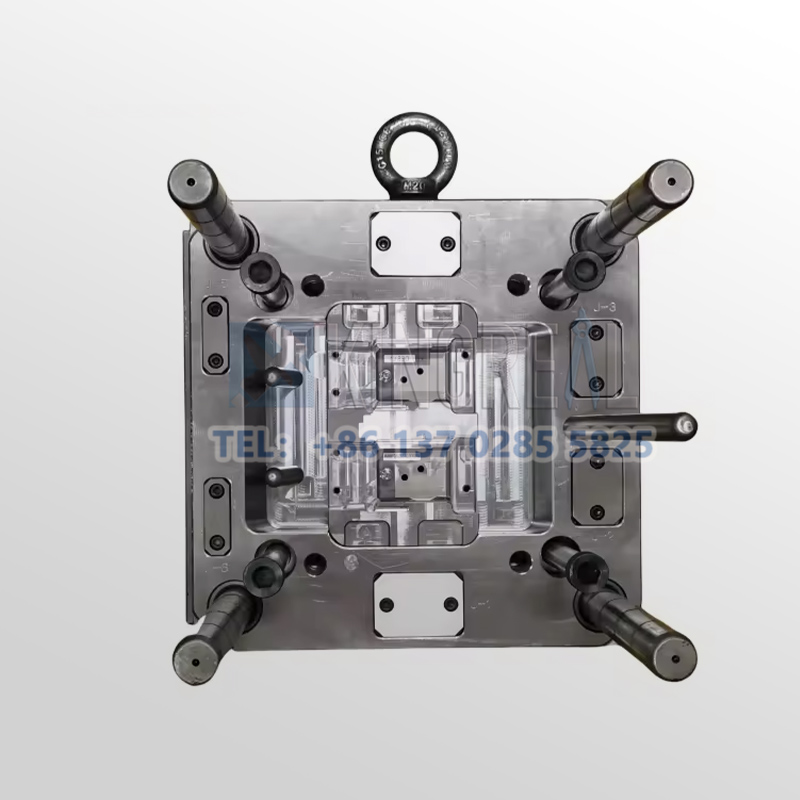
Componenti degli stampi a iniezione per contenitori cosmetici
——
1. Nucleo e cavità dello stampo: gli stampi a iniezione per imballaggi cosmetici sono realizzati in acciaio ad alta durezza (come S136, NAK80) e la superficie è lucidata a specchio (Ra ≤ 0,01μm) per garantire la lucentezza dei prodotti. 2;
2. Sistema di colata: lo stampo adotta un design a canale caldo (per ridurre il materiale freddo) e un sistema di alimentazione della colla a valvola ad ago (per evitare linee di fusione) per garantire un riempimento uniforme del materiale;
3. Sistema di raffreddamento: lo stampo a iniezione riduce i tempi di raffreddamento e previene la deformazione ottimizzando la disposizione dei canali d'acqua (follower waterway);
4. Meccanismo di sformatura: lo stampo a iniezione adotta una struttura con parte superiore inclinata, cursore, espulsore pneumatico, ecc., adatta alle esigenze di sformatura complessa concava o filettata.

Vantaggi degli stampi a iniezione per contenitori cosmetici
——

Il packaging cosmetico richiede un'elevata precisione nella texture superficiale (ad esempio, logo in rilievo) e nella struttura di tenuta (ad esempio, filettatura della testina della pompa). Gli stampi a iniezione KRMOLD devono essere lavorati con macchine utensili a controllo numerico (CNC) e tecnologia EDM per ottenere una precisione di ±0,02 mm nello stampo a iniezione, garantendo così la consistenza e la funzionalità dei prodotti cosmetici. Confezionamento, consistenza e funzionalità dei prodotti.

Gli stampi a iniezione KRMOLD sono progettati per soddisfare le esigenze di strutture complesse nel settore del packaging cosmetico, come colli di bottiglia sagomati e corpi di bottiglia curvi. KRMOLD adotta un circuito di raffreddamento ad acqua che segue la forma dello stampo, ottimizzando l'efficienza di raffreddamento e riducendo il rischio di deformazione. Ad esempio, lo stampo per il corpo di flaconi per prodotti per la cura della pelle consente una produzione di massa efficiente grazie al design multicavità 1 su 32, migliorando la produttività del prodotto.

KRMOLD applica algoritmi di intelligenza artificiale per ottimizzare i parametri di iniezione (ad esempio pressione, temperatura) in tempo reale, aumentando la resa dello stampaggio a iniezione al 98,5%; allo stesso tempo, adotta sensori IoT per monitorare i dati di usura dello stampo e riduce i tempi di inattività di oltre il 20% grazie alla manutenzione predittiva.
Processi comuni di stampaggio a iniezione
——
"Gli stampi a iniezione KRMOLD per imballaggi cosmetici possono essere progettati in base alle effettive esigenze di produzione del cliente, come la resa, gli inserti e la laminazione, ecc., per realizzare diversi processi di stampaggio a iniezione."

Lo stampaggio a inserti è un processo in cui inserti prefabbricati, come metallo, vetro e fibra, vengono posizionati in uno stampo e la plastica viene stampata per ricoprire gli inserti e formare un prodotto integrato. Presenta il vantaggio di combinare la modellabilità delle materie plastiche con la rigidità dei metalli per creare strutture complesse, oltre a ridurre il numero di fasi di assemblaggio secondarie e a migliorare la tenuta e l'affidabilità.
Esempi comuni sono gli stampi a iniezione per i componenti della testa della pompa, gli stampi per imballaggi intelligenti e gli stampi strutturali decorativi.

Lo stampaggio a iniezione a due componenti prevede l'iniezione di plastiche di colori o materiali diversi nello stesso stampo, attraverso due iniezioni separate, per formare componenti di imballaggio con effetti sfumati, combinazioni di materiali morbidi e rigidi e altri ancora. La combinazione di plastica dura e morbida migliora la funzionalità e riduce la necessità di verniciatura, in linea con la tendenza alla tutela ambientale. Esempi comuni includono stampi a iniezione per corpi di bottiglie con effetto sfumato e stampi a iniezione per la combinazione di plastica morbida e rigida.
Materiali comunemente utilizzati, materie prime per lo stampaggio a iniezione di imballaggi cosmetici.
——

1. PP/PE:Basso costo, buona resistenza chimica, adatto per parti non trasparenti come tappi di bottiglia e testine di pompe.
2. PET/PETG: elevata trasparenza e riciclabilità, utilizzato per il corpo trasparente della bottiglia (richiede un metodo in due fasi: embrione del tubo di stampaggio a iniezione + stampaggio a soffiaggio).
3.ABS/AS: equilibrio tra robustezza e lucentezza superficiale, adatto per corpi di lattine decorati con logo in rilievo.
Materiali di origine biologica (PLA/PHA): tendenze ambientali, gli stampi devono essere adattati allo stampaggio a bassa temperatura e all'acciaio resistente alla corrosione.
Domande frequenti:
1. Come ottenere un preventivo per stampi a iniezione personalizzati?
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio verniciatura a spruzzo, serigrafia), e fornire disegni 2D o 3D del componente in plastica. Allo stesso tempo, indicare il volume di produzione, i requisiti estetici, gli standard di tolleranza, ecc.
2. Quanto tempo ci vuole per ottenere un preventivo per uno stampo a iniezione?
In genere, i nostri ingegneri inizieranno a preparare il preventivo immediatamente dopo che il cliente avrà fornito tutti i requisiti di produzione. Solitamente occorrono da 1 a 3 giorni.
3. Quali sono i tempi di consegna per gli stampi a iniezione?
I tempi di consegna per gli stampi a iniezione standard sono generalmente di 30-60 giorni, ma possono essere più lunghi per gli stampi complessi. Ad esempio, i tempi di consegna tipici per gli stampi in silicone liquido sono di circa 60 giorni, comprensivi di progettazione, produzione, collaudo dello stampo, ecc.
4. Come garantire la precisione dimensionale dello stampo e la uniformità del prodotto?
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con software CAD/CAM, si utilizzano apparecchiature di alta precisione come centri di lavoro CNC (CNC) e macchine per elettroerosione (EDM).
Controllo qualità: Ispezione delle dimensioni chiave dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova.
Selezione del materiale: per prolungare la durata dei dadi degli stampi, utilizzare acciaio per stampi ad alta resistenza all'usura (ad es. H13, S136) e con trattamento superficiale (ad es. nitrurazione, cromatura).
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


