

Che cosa sono gli stampi a iniezione per contenitori a parete sottile?
——
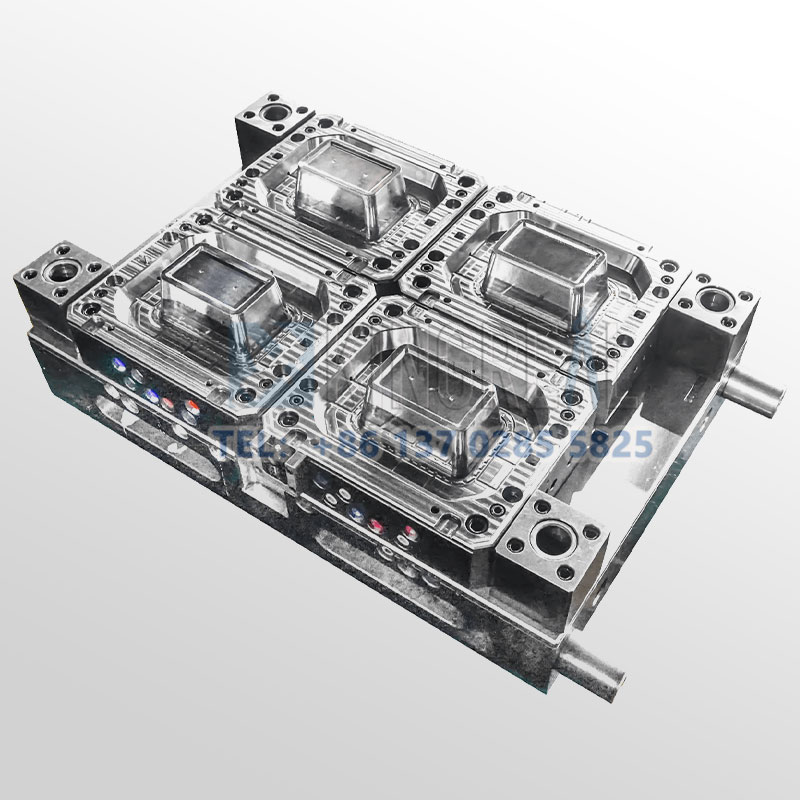
Gli stampi a iniezione per contenitori a parete sottile sono utensili per lo stampaggio a iniezione specificamente progettati per la produzione di contenitori in plastica con uno spessore inferiore a 1 mm, pareti estremamente sottili e un rapporto di lunghezza di flusso superiore a 150. Si può anche dire che quando il fuso dal canale di flusso principale dello stampo al punto più lontano della cavità è presente un rapporto tra la lunghezza di flusso (L) e lo spessore della parete del contenitore (t). Quando il rapporto di lunghezza di flusso supera 150, si può parlare di stampaggio a iniezione a parete sottile. I processi di stampaggio a iniezione a parete sottile più tipici producono contenitori monouso per fast food e gusci per batterie di telefoni cellulari a parete sottile, con spessori di parete rispettivamente di 0,45 mm e 0,25 mm.
I prodotti con contenitori a parete sottile, durante il processo di produzione, presentano difficoltà di riempimento, scarsa evacuazione e deformazione dello stampo, con conseguente scarsa qualità del prodotto e difficoltà di miglioramento della produzione. Gli stampi a iniezione per contenitori a parete sottile, grazie alla struttura ad alta resistenza, al design del canale di alimentazione ad alta efficienza e al controllo preciso della temperatura, consentono di completare il processo di produzione di massa di prodotti a parete sottile di alta qualità, risolvendo così le esigenze di produzione di prodotti a parete sottile nei settori alimentare, medicale, elettronico e in altri ambiti.

Come progettare uno stampo a iniezione per contenitori a parete sottile?
——

KRMOLD, nella produzione di contenitori a parete sottile per la realizzazione di stampi a iniezione, utilizza solitamente acciaio al carbonio ad alto tenore di carbonio SUJ2, la cui durezza Rockwell può raggiungere HRC ≥ 55. L'acciaio originale dello stampo a iniezione viene sottoposto a trattamento termico per resistere ad alte pressioni superiori a 200 MPa e a velocità di iniezione superiori a 200 mm/s.

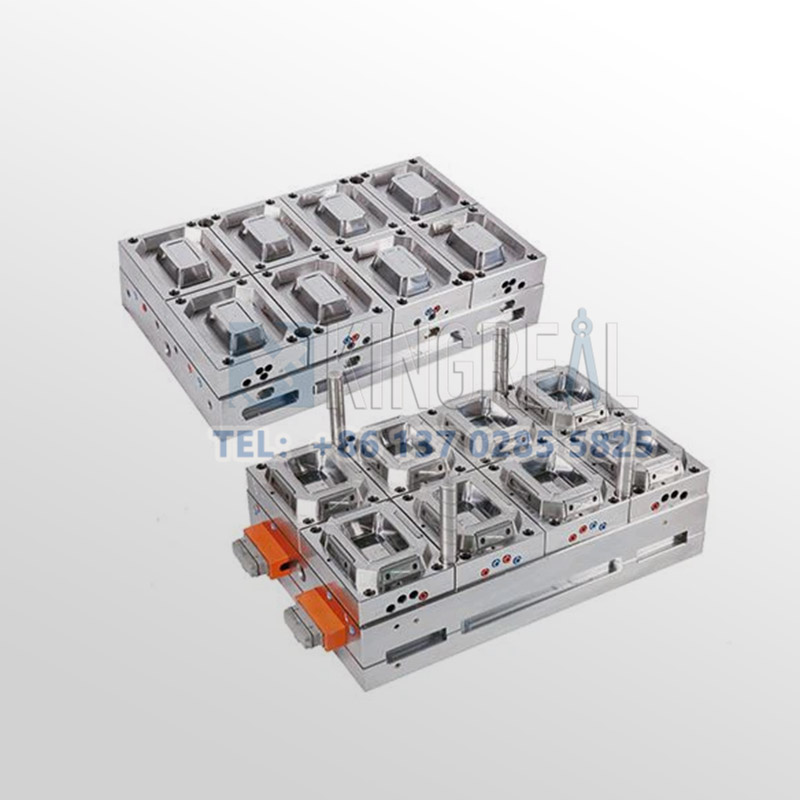
Lo stampaggio a iniezione di contenitori a parete sottile adotta la tecnologia a canale caldo e la valvola di iniezione sequenziale (SVG) per garantire che il materiale fuso riempia rapidamente la cavità a parete sottile e ridurre gli sprechi di materiale. Lo stampaggio a iniezione di pareti sottili è soggetto a bruciature dovute all'aria intrappolata, pertanto è necessario predisporre fessure di scarico multistadio sulla superficie di separazione e alla fine del riempimento, e il sistema di raffreddamento deve distribuire uniformemente il circuito dell'acqua per evitare deformazioni e incurvamenti causati da tensioni residue.

Stampo a iniezione a parete sottile con design a scanalatura di scarico multistadio, la superficie di separazione principale presenta una scanalatura di scarico primaria e una secondaria, riempiendo l'estremità inferiore del cursore aggiuntivo dell'intero cerchio di scarico, tendini anulari profondi nella parte inferiore utilizzando inserti per facilitare lo scarico, per impedire che i gas intrappolati brucino. È richiesto un layout uniforme dell'acqua di raffreddamento, utilizzando un circuito d'acqua a spirale con un diametro del tubo di 6 mm, distribuito uniformemente a 12 mm dalla superficie della cavità, e per la struttura della cavità profonda, i circuiti di raffreddamento sono installati indipendentemente nel nucleo mobile dello stampo, nel cursore e in altre aree.
“Per cavità profonde a parete sottile e piccole pendenze di sformatura, gli stampi a iniezione devono essere progettati con un meccanismo di estrazione del nucleo prioritario e un meccanismo di estrazione del nucleo laterale scorrevole. Adottare un maggior numero di perni di espulsione per garantire la stabilità dello sformamento ed evitare la deformazione dei prodotti a parete sottile, che potrebbe causare difficoltà di sformamento."
Produzione di stampi per imballaggi a parete sottile
——

Lo stampo a iniezione per imballaggi a parete sottile adotta la lavorazione CNC di mandrini in acciaio lucidato o carburo e altri materiali ad alta durezza per garantire la finitura superficiale dei pezzi preformati durante l'iniezione, e la cavità dello stampo è lavorata da una macchina utensile CNC a 5 assi con una precisione di ±0,005 mm, che può soddisfare le esigenze di stampaggio di contenitori a parete sottile con spessore della parete ≤1 mm.
La superficie di separazione è realizzata mediante fresatura CNC con elettroerosione (EDM) per garantire una tenuta con uno spazio ≤ 0,02 mm in fase di chiusura, evitando la formazione di spigoli vivi. Inoltre, al termine del riempimento, viene realizzata una scanalatura di scarico multistadio (profondità 0,03-0,3 mm) per creare un canale di scarico preciso tramite incisione CNC.

KRMOLD utilizza CNC ad alta velocità per lavorare il foro interno della piastra del canale caldo nello stampo a iniezione, la tolleranza del diametro del foro è controllata a ±0,01 mm, il che è adatto al controllo del riempimento segmentato del Sequence Valve Gate (SVG), e l'area del gate adotta il micro-utensile per intagliare il gate sommerso, l'angolo è controllato a 30°-45°, e il circuito di raffreddamento ad acqua elicoidale lavorato CNC è distribuito uniformemente a 12 mm dalla superficie della cavità, combinato con inserti in lega di rame al berillio per migliorare l'efficienza di raffreddamento locale per garantire l'efficienza di fusione. Combinato con inserti in lega di rame al berillio per migliorare l'efficienza di raffreddamento locale per garantire che il fuso riempia rapidamente l'area a parete sottile.

I quattro lati del cursore sono lavorati mediante fresatura CNC con taglio a filo, e la tolleranza del diametro del foro del pilastro di guida diagonale è di ±0,01 mm per garantire la stabilità dell'estrazione laterale del nucleo, e la parte inferiore del cursore è lavorata con un cerchio completo di scanalature di scarico, con una profondità di 0,3 mm, per impedire che le aree a parete sottile rimangano intrappolate nei gas di combustione. Il foro dell'espulsore è forato mediante un processo di foratura profonda e la superficie dell'espulsore è placcata con cromo duro per ridurre l'attrito durante la sformatura.
Come garantire la qualità degli stampi a iniezione per contenitori a parete sottile?
——
1. Ispezione e correzione in linea
Ispezione delle dimensioni della cavità dello stampo a iniezione mediante macchina di misura a coordinate (CMM) e correzione locale dello scarico per le aree a parete sottile. Simulazione del processo di iniezione tramite prova di pressione per verificare la tenuta e la resistenza dello stampo.
2. Ottimizzazione dei parametri dello stampo di prova
KRMOLD organizza il processo di stampaggio di prova dello stampo a iniezione in officina, facendo riferimento al controllo segmentato della pressione del processo IBM. La prima pressione di mantenimento è pari all'80%-90% della pressione di iniezione per garantire il riempimento completo della parete sottile. Monitorare la temperatura di espulsione per evitare che il perno di espulsione graffi il prodotto.
contenitore a parete sottile stampato a iniezione custodia
——

1. Paraurti anteriore dell'automobile
Lo stampo a iniezione per il paraurti anteriore dell'automobile è realizzato in materiale PP+EPDM-T20, con spessore della parete ridotto e elevato rapporto di lunghezza del flusso grazie alla tecnologia di separazione della superficie interna e al canale caldo con valvola sequenziale a 8 punti per controllare il segno di fusione.
Stampo a iniezione per contenitori per il pranzo monouso, realizzato in materiale PP, con spessore della parete di soli 0,45-1,2 mm. Grazie all'utilizzo di canali caldi e inserti in lega di rame-berillio per accelerare il raffreddamento, il ciclo di stampaggio è ≤ 5 secondi.
3. Involucro per apparecchiature elettroniche
Produzione di involucri per apparecchiature elettroniche mediante stampaggio a iniezione di prodotti a parete sottile con spessore minimo di 0,25 mm, utilizzando materiali PC o ABS ad alta fluidità, senza segni di ritiro sulla superficie.
Domande frequenti:
1. Come ottenere un preventivo per stampi a iniezione personalizzati?
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio verniciatura a spruzzo, serigrafia), e fornire disegni 2D o 3D del componente in plastica. Allo stesso tempo, indicare il volume di produzione, i requisiti estetici, gli standard di tolleranza, ecc.
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


