


Descrizione dello stampo per iniezione di prese di corrente in plastica
——
La personalizzazione degli stampi a iniezione per prese elettriche in plastica consente di creare prese per interruttori in una vasta gamma di forme e dimensioni. Prese elettriche resistenti e conformi agli standard di sicurezza possono essere realizzate iniettando il materiale appropriato nello stampo a iniezione per prese elettriche e regolando lo stampo tramite pressione, temperatura, tra gli altri parametri.
Tra questi rientrano la certificazione UL in Nord America, la certificazione CE in Europa e diversi criteri nazionali in Asia. Gli stampi per iniezione di plastica per prese elettriche KRMOLD non solo soddisfano questi requisiti, ma vengono anche sottoposti a test approfonditi per garantirne la sicurezza e l'affidabilità nell'uso reale.

Parametri dello stampo a iniezione per prese di commutazione
——
Articolo# | Articolo | Descrizione |
| 1 | Standard di stampo | DME o HASCO |
| 2 | Base dello stampo | LKM, DME, HASCO, FUTABA |
| 3 | Acciaio per cavità/nucleo | H13,S-7,S136,SS420,NAK80,P20 |
| 4 | Canale caldo | MAESTRO STAMPO, MASTER TIP, HUSKY, HASCO, DME, YUDO, INCOE, THERMOPLAY, SYNVENTIVE. |
| 5 | Cilindro idraulico | Parker, Taiyo, Staubley, Jufan. |
| 6 | Componenti dello stampo | DME, Progressive, PCS, Punch, Royal, ecc. |
| 7 | Trattamento dell'acciaio | Trattamento termico, nitrurazione, cromatura |
| 8 | Finitura superficiale | Standard SPI, VDI EDM, Texture, ecc. |
| 9 | Materiale plastico | PP, PC, ABS, PE, HDPE, PET, POM, PMMA, PA(GF), PBT(GF), PVC, PPS, PEI, PEEK, LCP, PSU |
| 10 | Software di progettazione | CAD, UG, ProE, Solidworks |
Vantaggi dello stampo a iniezione per prese di corrente in plastica
——
1)Stampo per iniezione di prese di corrente in plastica flessibile
Le aziende alla ricerca di soluzioni specializzate per prese elettriche in plastica troveranno negli stampi a iniezione per prese elettriche KRMOLD un impiego ideale, poiché consentono la produzione di prese elettriche in numerose forme e dimensioni. Gli stampi a iniezione per prese elettriche in plastica KRMOLD offrono soluzioni adattabili per prese elettriche specializzate, macchinari industriali o elettrodomestici generici. La flessibilità degli stampi a iniezione per prese elettriche consente loro di ampliare costantemente la propria gamma di prodotti e soddisfare al meglio le diverse aspettative dei consumatori.
2)Stampo per iniezione di prese per interruttori durevoli
Realizzati con materiali di alta qualità, gli stampi KRMOLD sono resistenti all'uso e all'usura. Adatti a sopportare carichi di lavoro intensivi, gli stampi KRMOLD impiegano acciai per stampi come H13 e S136, che offrono elevata resistenza all'usura e robustezza.
Inoltre, KRMOLD presta grande attenzione ai dettagli nella costruzione degli stampi a iniezione per prese elettriche in plastica, per garantire che ogni componente dello stampo a iniezione per prese elettriche sia progettato con precisione per prolungarne la durata. Prodotti di alta qualità e una lunga durata delle sue prese elettriche sono gli obiettivi di KRMOLD.
3)Stampo ad iniezione per prese di corrente in plastica ad alta precisione
Per garantire qualità e precisione costanti per ogni presa per interruttore, la progettazione degli stampi a iniezione per prese per interruttore KRMOLD si concentra su specifiche esatte. KRMOLD utilizza strumenti di misura ad alta precisione, come le macchine di misura a coordinate, per garantire la precisione dimensionale e di posizionamento di ogni componente in plastica dello stampo a iniezione per prese. Gli stampi ad alta precisione aiutano i clienti non solo ad aumentare l'efficienza produttiva, ma anche a ridurre al minimo gli sprechi di materie prime. Ogni prodotto viene attentamente ispezionato per garantire che i clienti ricevano solo prese per interruttore di prima qualità.
4)Stampo ad iniezione per prese di commutazione ad alta efficienza produttiva
Gli stampi a iniezione per prese elettriche in plastica KRMOLD contribuiscono ad aumentare l'efficienza produttiva, riducendo così i costi e i tempi di produzione. KRMOLD consente rapide iterazioni di prodotto e produzione grazie a una progettazione e a una lavorazione ottimizzate degli stampi a iniezione per prese elettriche.
Ad esempio, l'utilizzo di un sistema a canale caldo efficace potrebbe ridurre la resistenza al flusso della plastica fusa nello stampo a iniezione per la realizzazione di prese elettriche, velocizzando così lo stampaggio. Inoltre, un sistema di raffreddamento ben progettato riduce drasticamente i tempi di raffreddamento, migliorando così l'efficienza produttiva generale.



Considerazioni sulla progettazione dello stampo a iniezione della presa dell'interruttore
——
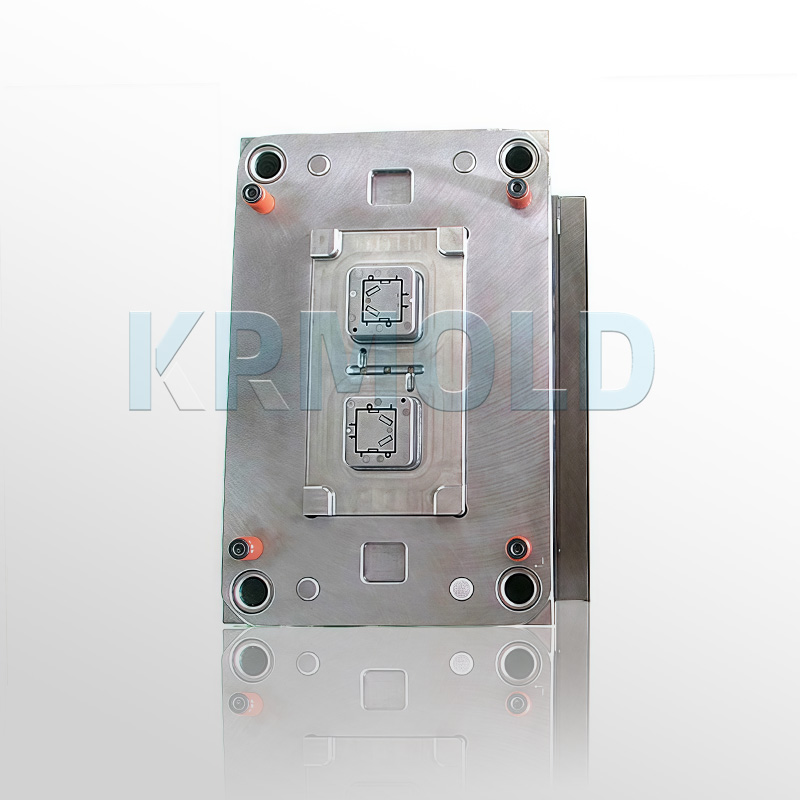
1)Struttura del prodotto
I progettisti KRMOLD hanno creato una disposizione accurata delle cavità dello stampo, in base alle esigenze del consumatore per la presa dell'interruttore. Questa procedura garantisce resistenza e prestazioni dopo lo stampaggio, oltre a prestare attenzione all'aspetto del prodotto. Utilizzando software di analisi di simulazione, KRMOLD è in grado di prevedere potenziali difetti durante la fase di progettazione e apportare modifiche proattive.
2)Stampaggio a iniezione di prese di corrente in plastica
Per garantire una sformatura fluida, KRMOLD ha progettato meticolosamente l'angolo di sformo e il sistema di espulsione per evitare danni durante il processo di sformatura. Questa progettazione non solo migliora l'efficienza produttiva, ma riduce anche i costi di manutenzione dello stampo a iniezione per prese per interruttori.
3) Controllo di precisione per lo stampo a iniezione della presa di corrente in plastica
Durante la produzione degli stampi a iniezione per prese per interruttori, KRMOLD utilizza strumenti di misura ad alta precisione per garantire l'accuratezza dimensionale e di posizionamento di ogni componente dello stampo. Attraverso un rigoroso processo di controllo qualità, KRMOLD garantisce che ogni componente dello stampo soddisfi i requisiti di progettazione, migliorando così la qualità complessiva della produzione.
4) Selezione del materiale per lo stampo a iniezione della presa di corrente in plastica
KRMOLD seleziona acciai per stampi di alta qualità adatti allo stampaggio di materie plastiche, come P20 e NAK80, per garantire resistenza all'usura e longevità dello stampo. Questi materiali offrono eccellenti proprietà meccaniche e di lavorazione, soddisfacendo le esigenze di ambienti di produzione ad alta intensità.
5) Sistema di raffreddamento per stampo a iniezione per prese di interruttori
Un canale di raffreddamento progettato correttamente è fondamentale per migliorare l'efficienza produttiva dello stampo a iniezione per prese elettriche. KRMOLD ha progettato un sistema di raffreddamento scientifico per lo stampo a iniezione per prese elettriche, al fine di garantire un raffreddamento uniforme durante il processo di stampaggio a iniezione, migliorando così l'efficienza produttiva e la qualità del prodotto.


Processo di fabbricazione dello stampo a iniezione della presa di corrente in plastica
——
1)Fase di progettazione dello stampo a iniezione della presa dell'interruttore
In primo luogo, la progettazione dello stampo a iniezione in plastica per la presa di corrente viene eseguita sulla base dei disegni del prodotto e dei requisiti di produzione per la presa dell'interruttore. Un software di progettazione assistita da computer viene utilizzato per creare un modello 3D dello stampo, definendo e ottimizzando la struttura dello stampo, le dimensioni, le superfici di separazione, il sistema di iniezione e il sistema di raffreddamento.
Utilizzando software di analisi di simulazione come Moldflow, KRMOLD simula il flusso e il raffreddamento della plastica fusa nello stampo, prevedendo potenziali difetti e consentendo modifiche proattive alla progettazione. Questa meticolosa fase di pianificazione getta solide basi per le successive fasi di lavorazione e produzione.
2) Lavorazione dello stampo a iniezione della presa dell'interruttore
Durante la fase di lavorazione, KRMOLD utilizza macchine CNC per fresare, forare e alesare l'acciaio dello stampo, realizzando con precisione componenti dello stampo come cavità, anime, sistemi di iniezione e canali di raffreddamento. Per forme e strutture complesse, è possibile utilizzare la lavorazione tramite elettroerosione (EDM).
Durante la lavorazione, la precisione dimensionale e la finitura superficiale sono rigorosamente controllate per garantire la qualità dello stampo a iniezione per prese di corrente in plastica. Ogni dettaglio influisce sulle prestazioni del prodotto finale, quindi puntiamo alla perfezione in ogni fase.
3)Trattamento termico dello stampo a iniezione della presa dell'interruttore
Il trattamento termico dei componenti dello stampo lavorati è un passaggio cruciale per migliorare le prestazioni dello stampo a iniezione per prese elettriche in plastica. Attraverso opportuni processi di trattamento termico, come la tempra e il rinvenimento, KRMOLD può migliorare la durezza, la resistenza e la resistenza all'usura dello stampo a iniezione per prese elettriche. Questo processo non solo prolunga la durata dello stampo a iniezione per prese elettriche in plastica, ma ne migliora anche la stabilità durante la produzione ad alta intensità.
4) Trattamento superficiale dello stampo a iniezione della presa dell'interruttore
Per migliorare la resistenza alla corrosione, le proprietà di distacco dallo stampo e la finitura superficiale, KRMOLD tratta la superficie dello stampo. I metodi di trattamento superficiale più comuni includono la cromatura, la nichelatura e la nitrurazione. La cromatura migliora la durezza e la levigatezza della superficie dello stampo a iniezione per prese di interruttori, aumentandone la resistenza alla corrosione. La nitrurazione forma uno strato di nitruro duro e resistente all'usura sulla superficie dello stampo, migliorandone la resistenza all'usura e le proprietà di distacco dallo stampo.
5)Fase di assemblaggio dello stampo ad iniezione della presa di corrente in plastica
I componenti dello stampo a iniezione per prese di corrente in plastica, sottoposti a lavorazione meccanica, trattamento termico e trattamento superficiale, vengono assemblati. Durante l'assemblaggio, l'installazione e la messa in servizio vengono eseguite rigorosamente in conformità con i requisiti di progettazione per garantire un accoppiamento preciso e un movimento flessibile tra i componenti. Il meccanismo di guida e il meccanismo di espulsione vengono collaudati per garantire un'apertura e una chiusura fluide dello stampo e il corretto funzionamento del meccanismo di espulsione.
6) Fase di prova e debug dello stampo a iniezione della presa dell'interruttore
Una volta completato l'assemblaggio dello stampo a iniezione per la presa di corrente in plastica, viene realizzato uno stampo di prova. Lo stampo a iniezione per la presa di corrente viene installato sulla macchina per stampaggio a iniezione e la plastica fusa viene iniettata per la produzione di prova. Lo stampo di prova viene utilizzato per verificare i risultati dello stampaggio, come la precisione dimensionale, la qualità estetica e il distacco del prodotto in plastica. Sulla base dei risultati dello stampo di prova, lo stampo a iniezione per la presa di corrente in plastica viene ulteriormente sottoposto a debug e ottimizzato fino a ottenere una presa di corrente in plastica qualificata.

Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


