
Soluzione completa per stampi a iniezione per alloggiamenti di piccoli elettrodomestici
——
Lo stampaggio a iniezione è una delle tecniche di lavorazione più comuni nel settore degli elettrodomestici. Attraverso il processo di stampaggio a iniezione, la plastica fusa viene iniettata nella cavità dello stampo e raffreddata per formare le parti necessarie per ottenere la produzione in serie di una varietà di diversi tipi di parti di elettrodomestici per soddisfare la crescente domanda di mercato nel settore degli elettrodomestici. Lo stampaggio a iniezione è per aiutare il settore degli elettrodomestici a completare lo stampaggio a iniezione degli utensili principali, nel processo di produzione di piccoli elettrodomestici la qualità dello stampaggio a iniezione influisce direttamente sull'aspetto dei prodotti per elettrodomestici, sulla precisione dimensionale, sulla resistenza strutturale e sull'adattabilità funzionale.
KRMOLD come uno dei produttori professionali di stampi a iniezione, siamo specializzati nella fornitura di soluzioni di stampi a iniezione personalizzate per clienti in vari settori. Nel settore dei piccoli elettrodomestici, gli stampi a iniezione KRMOLD sono in grado di progettare e produrre vari tipi di piccoli elettrodomestici, aiutando i clienti nel settore degli elettrodomestici a ottenere vantaggi di produzione a lungo termine dopo aver adottato gli stampi a iniezione realizzati da KRMOLD e nel processo di KRMOLD gli stampi a iniezione possono aiutare i clienti nel settore degli elettrodomestici a ottenere vantaggi di produzione a lungo termine dopo aver adottato gli stampi a iniezione KRMOLD e a migliorare la loro competitività di base in termini di qualità e innovazione del prodotto.

Caratteristica dello stampo a iniezione per piccoli elettrodomestici
——
Il nostro vantaggio

Poiché i piccoli elettrodomestici sono spesso soggetti a frequenti aggiornamenti e miglioramenti funzionali, i metodi di progettazione degli stampi tradizionali spesso non sono in grado di adattarsi rapidamente a questi cambiamenti. Il design modulare fornisce una soluzione più flessibile ed efficiente supportando la rapida sostituzione dei componenti della cavità. Ad esempio, lo stampo dell'alloggiamento della macchina per il caffè utilizza una struttura imbullonata che consente di regolare rapidamente l'adattamento della base di supporto e del modello. Quando è necessario produrre uno stile o un modello diverso di macchina per il caffè, l'assemblaggio della cavità può essere semplicemente sostituito senza dover riprogettare o ricostruire l'intero stampo. Ciò non solo riduce notevolmente la regolazione dello stampo e il ciclo di produzione, ma riduce anche gli sprechi e migliora la produttività nella produzione di piccoli lotti multi-specie.

Nel processo di stampaggio a iniezione, la progettazione del sistema di raffreddamento è fondamentale, in quanto influisce direttamente sul ciclo di stampaggio e sulla qualità del prodotto. Per far fronte alla domanda di una produzione efficiente di stampi a iniezione per piccoli elettrodomestici, gli stampi moderni prestano sempre più attenzione all'ottimizzazione del sistema di raffreddamento. Progettando razionalmente i canali di raffreddamento e integrando tecnologie di raffreddamento avanzate, l'efficienza di raffreddamento può essere notevolmente migliorata e i problemi di deformazione termica del prodotto possono essere ridotti.
Ad esempio, i sistemi di raffreddamento ottimizzati possono integrare alette di raffreddamento, dissipatori di calore in alluminio e strati di grasso siliconico termicamente conduttivo, che possono aiutare a distribuire il calore in modo più uniforme e ad accelerare il processo di raffreddamento. Esempi comuni includono stampi per pentole interne per cuociriso, stampi a iniezione per pale di ventole e stampi per alloggiamenti di aspirapolvere.

I piccoli elettrodomestici moderni presentano spesso design strutturali complessi, soprattutto per quanto riguarda le parti con pareti sottili e le strutture invertite.
Per le parti a parete sottile, come gli alloggiamenti delle pentole per il riso e i contenitori per la polvere degli aspirapolvere, KRMOLD di solito adotta la tecnologia di trazione del nucleo scorrevole interno quando progetta gli stampi, che può aiutare a ottenere un flusso di plastica più fine ed evitare la deformazione delle parti a parete sottile durante il processo di iniezione. Inoltre, per le parti con strutture invertite (come il design invertito all'interno di un contenitore per la polvere degli aspirapolvere), i progettisti spesso utilizzano perni curvi con file invertite o una combinazione di cursori interni e perni inclinabili per garantire che queste strutture complesse possano essere sformate senza problemi dopo il raffreddamento, mantenendo l'integrità della parte.
Processo di stampaggio dell'alloggiamento di piccoli elettrodomestici
——
(1) Fusione della plastica
La materia prima plastica per i componenti di piccoli elettrodomestici viene riscaldata fino allo stato fuso nel cilindro di carica della macchina per stampaggio a iniezione. Il processo di fusione è solitamente controllato da un sistema di controllo della temperatura per garantire il flusso della plastica durante il processo di iniezione. I controlli della temperatura comuni vanno da 200°C a 350°C, a seconda del tipo di plastica e dei requisiti del prodotto.
(2) Fase di iniezione
La plastica fusa viene spinta attraverso la vite di iniezione (o pistone) ad alta pressione nella cavità dello stampo di iniezione per piccoli elettrodomestici. Questa fase richiede il controllo della velocità di iniezione, della pressione di iniezione e della velocità di rotazione della vite per garantire che la plastica riempia uniformemente l'intera cavità per evitare bolle d'aria, bruciature e altri difetti.
(3) Fase di conservazione della pressione
Dopo l'iniezione di plastica fusa, la macchina per stampaggio a iniezione mantiene una certa pressione per garantire che la plastica riempia completamente la cavità dello stampo, per evitare il restringimento dovuto al raffreddamento che determina dimensioni instabili dei piccoli elettrodomestici finiti. La pressione di mantenimento è solitamente inferiore alla pressione di iniezione, ma viene mantenuta per un certo periodo di tempo per garantire l'integrità e la precisione della parte in plastica.
(4) Fase di raffreddamento
Le parti in plastica subiscono un periodo di raffreddamento nello stampo, e questa fase è una delle parti più importanti del processo di stampaggio. L'acqua di raffreddamento viene solitamente fatta circolare attraverso i canali di raffreddamento nello stampo per ridurre rapidamente la temperatura della plastica e consentirle di solidificarsi. Il tempo di raffreddamento è influenzato da fattori quali la costruzione dello stampo, il materiale plastico e lo spessore della parete. Le parti con design a parete sottile hanno un tempo di raffreddamento più breve, solitamente tra 30 secondi e 2 minuti.
(5) Fase di sformatura
Una volta completato il raffreddamento, lo stampo si apre e si chiude e le piccole parti in plastica degli elettrodomestici vengono rilasciate dallo stampo. Durante il processo di sformatura, è necessario tenere conto della forma e della struttura della parte per garantire che non vi siano danni. Per le parti complesse, vengono solitamente utilizzate tecniche come meccanismi di estrazione del nucleo e sistemi di scorrimento per garantire una sformatura fluida del prodotto.
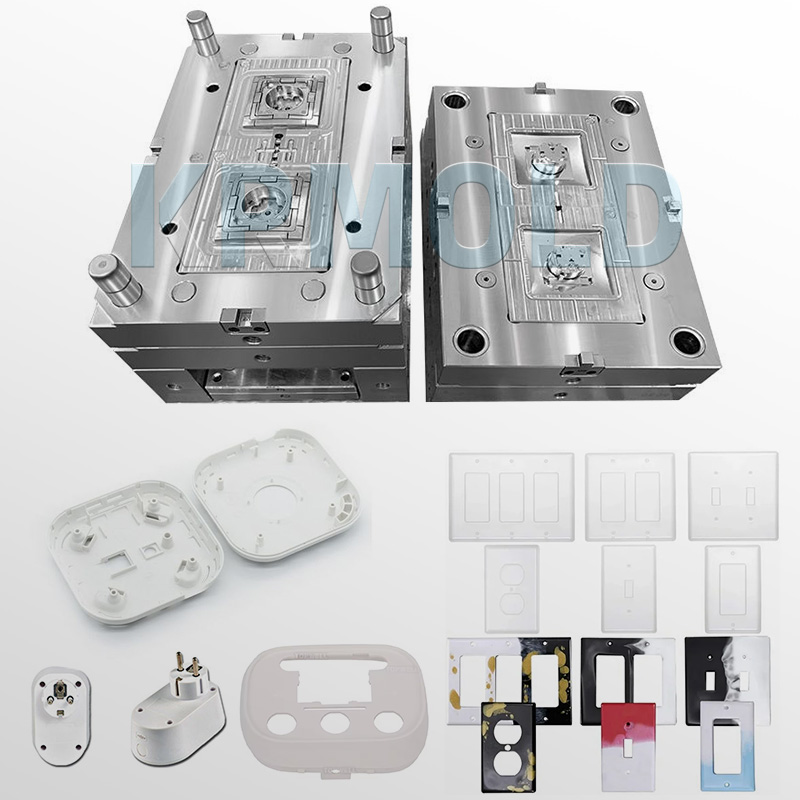
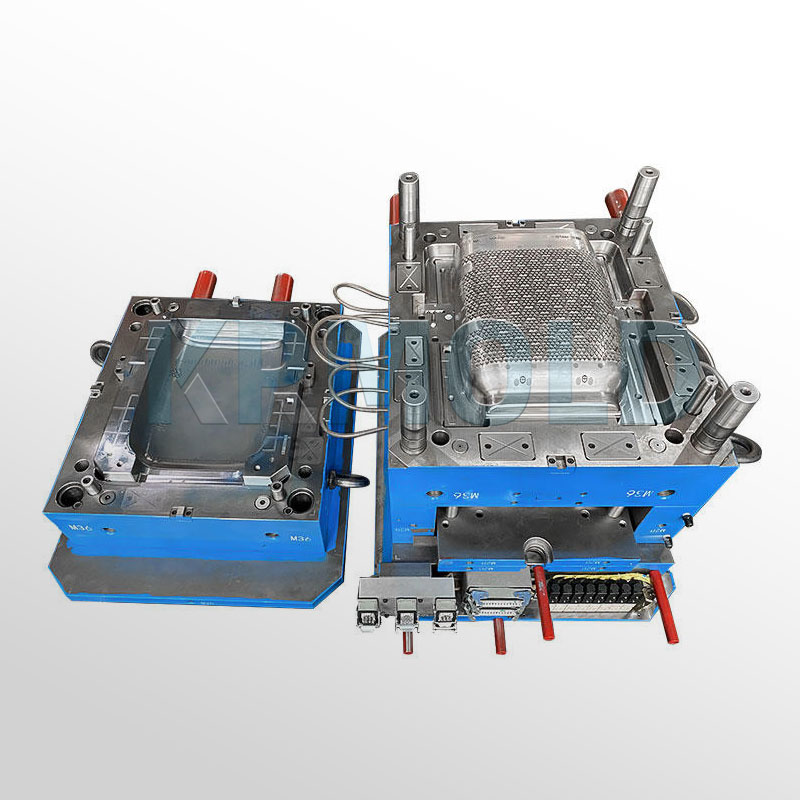
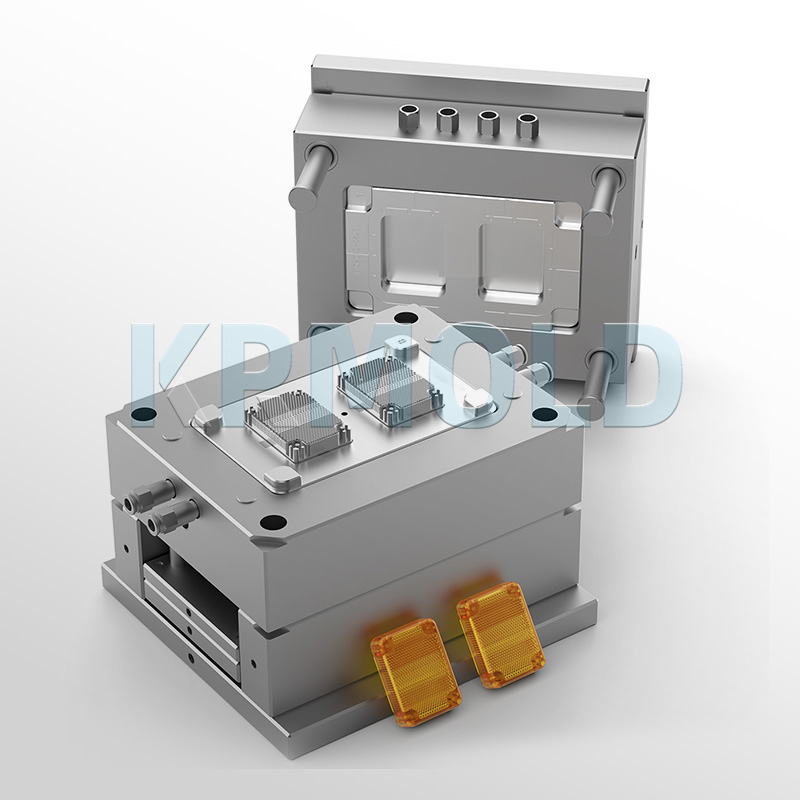
Applicazione di stampi per alloggiamenti di piccoli elettrodomestici
—

Perché scegliere KRMOLD?
—
1.Servizio completo in un'unica soluzione
Forniamo un servizio completo che va dall'integrazione dei requisiti, alla progettazione e produzione degli stampi, fino alla consegna e al servizio post-vendita.
Il team tecnico è profondamente coinvolto nella fase di progettazione del prodotto del cliente, ottimizzando la struttura dello stampo e progettando i disegni dello stampo tramite il software di analisi del flusso dello stampo (come Autodesk Moldflow, UGNX). Dotato di CNC importato, macchina per il taglio a filo Shadick, attrezzatura per scarica a specchio e altre attrezzature di lavorazione di precisione per ottenere una precisione di ±0,02 mm;
Disponiamo di un'officina intelligente su larga scala per supportare lavorazioni secondarie come serigrafia, saldatura, spruzzatura, ecc. Implementiamo rigorosamente il sistema di qualità ISO13485 e IATF16949; nel frattempo, forniamo trasporto gratuito, regolare manutenzione degli stampi e un anno di garanzia.
2. Sistema completo di controllo qualità
C'è un laboratorio di produzione a catena completa, che utilizza centri di lavorazione a cinque assi Makino, macchine per stampaggio a iniezione Haitian e altre attrezzature note in patria e all'estero per evitare ritardi nella lavorazione in uscita. Attraverso la macchina di misura a coordinate CMM, lo strumento di ispezione tridimensionale, l'ispezione completa delle dimensioni chiave, l'implementazione della gestione della qualità del ciclo PDCA. Nel frattempo, forniamo un rapporto di ispezione di qualità completo degli stampi a iniezione.
3. Controllo accurato della consegna per garantire la pianificazione del progetto
Grazie alla gestione digitale, al monitoraggio dell'avanzamento della produzione fin dall'inizio dell'ordine, per diversi ordini e data di consegna per il monitoraggio dei dati, qualora si verifichino fattori che potrebbero causare ritardi, si provvede immediatamente ad accelerare il programma di produzione, per garantire al cliente il completamento della produzione degli stampi per iniezione di plastica entro il periodo di consegna.
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


