

—
1. Quali lavori specifici verranno eseguiti dopo la firma del contratto per lo stampo a iniezione delle pale in plastica del ventilatore?
1) Dopo la firma del contratto, esamineremo innanzitutto lo stampo a iniezione per le pale del ventilatore in plastica con il cliente per discutere i requisiti specifici dello stampo e finalizzare il progetto.
2) L'approvvigionamento dei materiali avverrà contemporaneamente alla progettazione dello stampo a iniezione per le pale del ventilatore in plastica.
3) I tempi di produzione degli stampi a iniezione per le pale dei ventilatori in plastica variano a seconda delle dimensioni e della complessità dello stampo stesso.

4) Prove e test di stampaggio a iniezione di pale di ventilatore in plastica.
5) Se dopo la prova T1 si riscontrano problemi, lo stampo a iniezione delle pale della ventola in plastica verrà riparato e quindi sottoposto a una nuova prova in T2. Generalmente, sono necessarie tre prove per soddisfare i requisiti.
| 2. Come posso ottenere un preventivo? | Per ottenere un preventivo dettagliato nel minor tempo possibile e agevolare il nostro lavoro, vi preghiamo di fornire le seguenti informazioni al momento della richiesta. |
| 1) Passaggi 3D per documenti e disegni 2D | 2) Requisiti dei materiali |
| 3) Trattamento superficiale | 4) Quantità (per ordine/mese/anno) |
| 5) Eventuali esigenze o richieste particolari, come imballaggio, etichettatura, consegna, ecc. | 3. Come garantite la qualità dello stampo a iniezione per le pale dei ventilatori in plastica? |
| 1) KRMOLD ha uno standard di ispezione delle muffe molto completo, un insieme completo di rigorosi sistemi di ispezione delle muffe e un eccellente team di ispezione. | 2) KRMOLD può fornire rapporti di ispezione per tutti i materiali stampati a iniezione per pale di ventilatori in plastica e la prova d'acquisto. |
| 4. La vostra azienda offre servizi di progettazione di prodotti? | 1) Assolutamente. KRMOLD ha aiutato innumerevoli clienti provenienti da Europa e Nord America a inventare nuovi prodotti. |
| 2) È sufficiente fornirci le vostre esigenze, che possono consistere in una singola immagine o in alcuni schizzi, e i nostri ingegneri collaboreranno con voi. | 3) KRMOLD firmerà con te un "Accordo di riservatezza" e un "Accordo sulla proprietà intellettuale". |
| Mold Injection System: | Hot Runner |
| Mold Ejection System: | Eject Plate |
| Mold Cycle Time: | 20 Seconds |
| Mold Running Time: | 1 M |
| Mold Features: | Multi-slider movements, high precision, and tested for balance. |
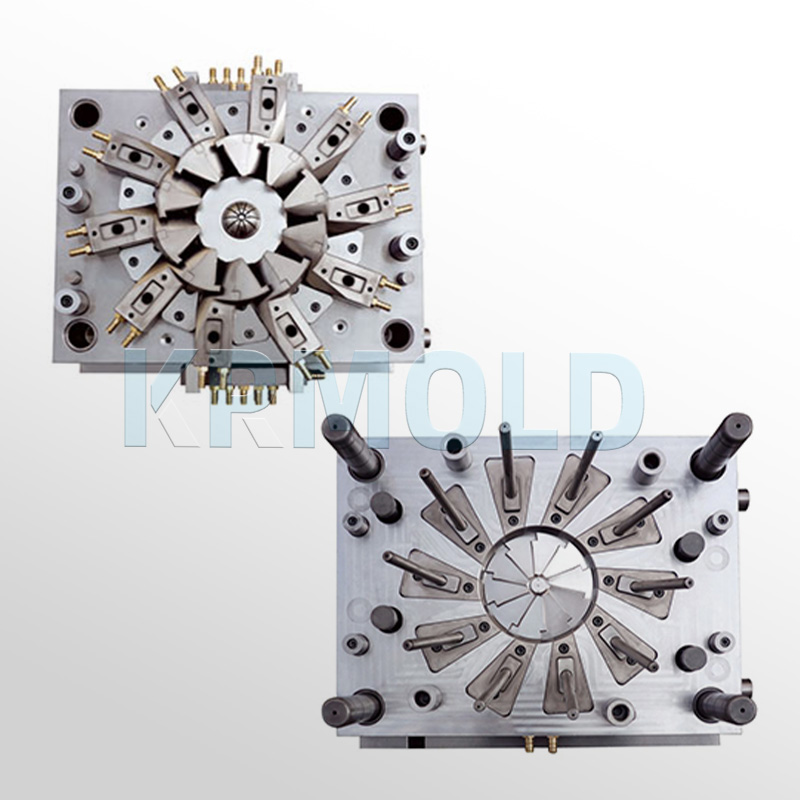
Key Design Considerations for Plastic Fan Blade Injection Molds
——
"When designing plastic fan blade injection mould, the first step is to ensure that the plastic fan blade injection mold can accommodate the specific shape of the blade. This is typically done using CAD software. Key factors that must be considered during the design process include plastic shrinkage, cooling effects, and separation from the mold wall.
The choice of ejection method is also crucial. Common ejection methods for plastic fan blade injection mould include rotary ejection and multiple slider core pulling. This mold design utilizes a three-slide core pulling mechanism with unique design features, including a hydraulic cylinder ejector, a push plate mechanism, a bent pin, and a delayed core pulling mechanism.
This plastic fan blade injection mold, used for the fan blade’s connector, features complex internal functions and six arc-shaped pull-out directions. Conventional sliders are difficult to eject, making the multiple core pulling mechanism a key consideration.
The product's shape is undercut, with a small exterior and a large interior. The slider's three-slide core pulling mechanism ensures sequential ejection of the sliders."
● Mold layout and gating system for plastic fan blade injection mold
This fan blade part is nearly circular, with five blades evenly spaced around the perimeter. Due to size constraints, the mold cavity layout adopts a 1×1 configuration, and the mold base material is FAI 4545 A60 B60 C135.
To meet the required fan blade shape, the mold design utilizes a point-gated injection system. Due to its large size, five gates are used. Each nozzle is located near the edge of the central dome, directly adjacent to each blade.
A balanced gating system ensures even material distribution, which is crucial for consistent size and weight across each blade.
● Mold structure and cooling system for plastic fan blade injection mold
This plastic fan blade injection mould features a simple structure, without complex slides or tilting mechanisms. Its design and manufacturing process are centered around balance. The cooling system is also designed to be balanced, sandwiched between the front and rear plates and featuring large circular cooling channels and seals. Thermocouples are strategically placed on the A and B plates for temperature monitoring and control.
● Precision machining and assembly for plastic fan blade injection mold
Balance is crucial in plastic fan blade injection mould design and manufacturing. High-quality tooling and new blades are used for high-speed machining of the front and rear mold cores to ensure consistent shape and dimensional tolerances for each blade.
After precision machining, three-dimensional coordinate inspection is essential to ensure accurate assembly. Rapid clamping is key to efficient modern plastic fan blade injection molding production. This mold utilizes a mechanical rapid clamping system, with V-grooves on both the fixed and movable platens ensuring tight tolerances on width, angle, and platen thickness.
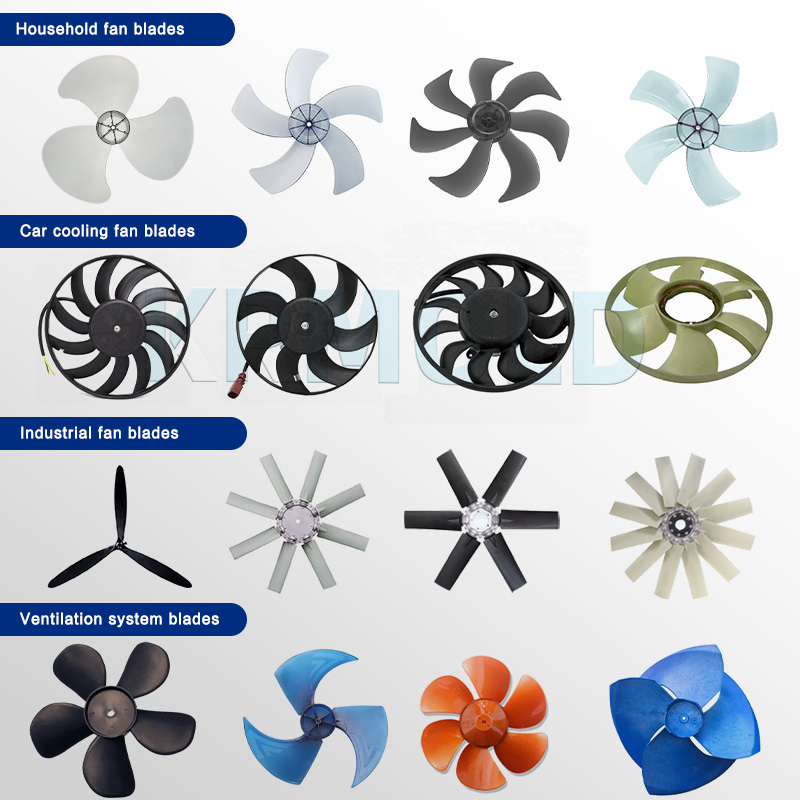
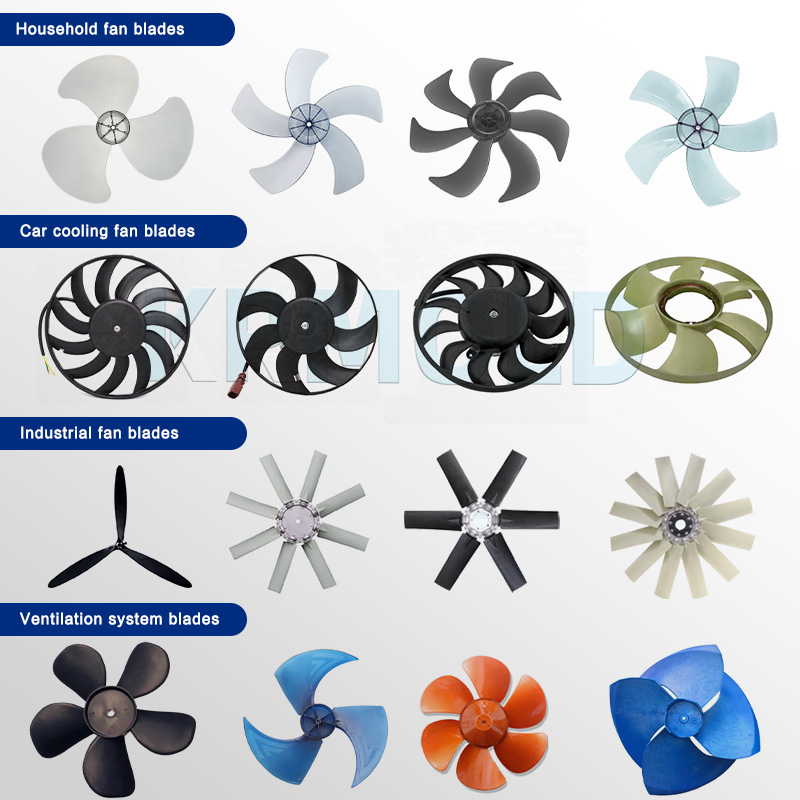
Different Types of Plastic Fan Blade Injection Mould
——
● Axial-Flow Fan Molds
This plastic fan blade injection mould design features multiple curved blades around a central hub, generating airflow parallel to the axis of rotation. Through optimized design, axial-flow fan molds can effectively control air speed and generate a vortex to help cool mechanical systems.
● Centrifugal Fan Molds
Centrifugal fan molds feature curved blades, generating airflow perpendicular to the centrifugal centerline. This enhances airflow pressure, meets aerodynamic requirements, and improves rotational efficiency.
● Cross-Flow Fan Molds
This plastic fan blade injection mold is used to produce cross-flow fans, where airflow is generated through a narrow opening perpendicular to the axis of rotation. Blade design is crucial, influencing the direction, speed, and pressure of the airflow. Adjusting the curvature and angle of the blades can optimize airflow organization and performance.
The above description demonstrates the importance of plastic fan blade injection mould design, layout, structure, and processing, as well as the applicable scenarios for different plastic fan blade injection mold types.
Plastic Fan Blade Injection Molds of Different Materials
——
The material selection for plastic fan blade injection mould is crucial to the performance and service life of the final product. Common materials for plastic fan blade injection molds include ABS and PP, both of which offer excellent fatigue resistance and are suitable for producing high-performance fan blades.
● ABS plastic fan blade injection mold
ABS (acrylonitrile butadiene styrene) is a commonly used plastic material with excellent flowability and processing properties. Compared to other materials, ABS has a higher melt index and better flowability, making it easier to fill complex mold shapes in plastic fan blade injection mould.
However, ABS is relatively weak in aging resistance, and long-term exposure to UV rays or high temperatures may cause performance degradation. Therefore, when designing plastic fan blade injection molds, it is important to consider the operating environment to ensure plastic fan blade injection mould durability and reliability.
● PP plastic fan blade injection mold
PP (polypropylene) is a lightweight plastic with good toughness and chemical stability. PP plastic fan blade injection mould also have excellent fatigue resistance, making them suitable for high-frequency use.
Although PP has average heat resistance of approximately 80°C, it offers better chemical and impact resistance than ABS in certain applications.
● PC + ABS plastic fan blade injection mold
In addition to single-material options, a combination of PC (polycarbonate) and ABS (PC + ABS) has also become a popular choice.
This composite material combines the high heat resistance of PC with the excellent processing properties of ABS, offering comprehensive performance advantages.
PC boasts a heat resistance of up to 130°C, making it suitable for environments requiring high temperatures. Its combination with ABS enhances the overall strength and toughness of the plastic fan blade injection mould, further improving the product's lifespan and stability.
Applications of Plastic Fan Blade Injection Mold
——
Plastic fan blade injection mould are used in various industries requiring air circulation and ventilation, with the following being common applications:
Home appliances: including refrigerators, air purifiers, air circulators, and exhaust fans.
Electronic cooling: including electronic components in servers, power supplies, and electronic equipment housings.
Automotive cooling: engine cooling fans, HVAC systems, and other vehicle cooling applications.
Industrial ventilation: exhausting harmful gases and promoting air circulation.
HVAC systems: used in the production of fans for HVAC systems.

Related FAQs About Plastic Fan Blade Injection Mold
——
1. What specific work will be carried out after the plastic fan blade injection mold contract is signed?
1) After signing the contract, we will first review the plastic fan blade injection mould with the customer to discuss the specific plastic fan blade injection mold requirements and finalize the design.
2) Material procurement will be carried out simultaneously with plastic fan blade injection mould design.
3) plastic fan blade injection mold production time will vary depending on plastic fan blade injection mould size and complexity.
4) Plastic fan blade injection mould trials and testing.
5) If any issues are found after the T1 trial, the plastic fan blade injection mold will be repaired and then retested in T2. Generally, three trials are required to meet the requirements.
2. How can I get a quote?
To get a detailed quote as quickly as possible and facilitate our work, please provide the following information when inquiring.
1) 3D steps for documents and 2D drawings
2) Material requirements
3) Surface treatment
4) Quantity (per order/month/year)
5) Any special requirements or requests, such as packaging, labeling, delivery, etc.
3. How do you ensure plastic fan blade injection mold quality?
1) KRMOLD have a very comprehensive "Mold Inspection Standard," a complete set of strict mold inspection systems, and an excellent inspection team.
2) KRMOLD can provide inspection reports for all plastic fan blade injection mold materials and proof of purchase.
4.Does your company offer product design services?
1) Absolutely. KRMOLD has helped countless clients from Europe and North America invent new products.
2) Simply provide your requirements, which can be a single image or a few sketches, and our engineers will work with you.
3) KRMOLD will sign a "Confidentiality Agreement" and "Intellectual Property Agreement" with you.
Domande frequenti correlate sullo stampo a iniezione per pale di ventilatori in plasticaSpecificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


