
Descrizione dello stampo a iniezione per pannelli portiera auto
——
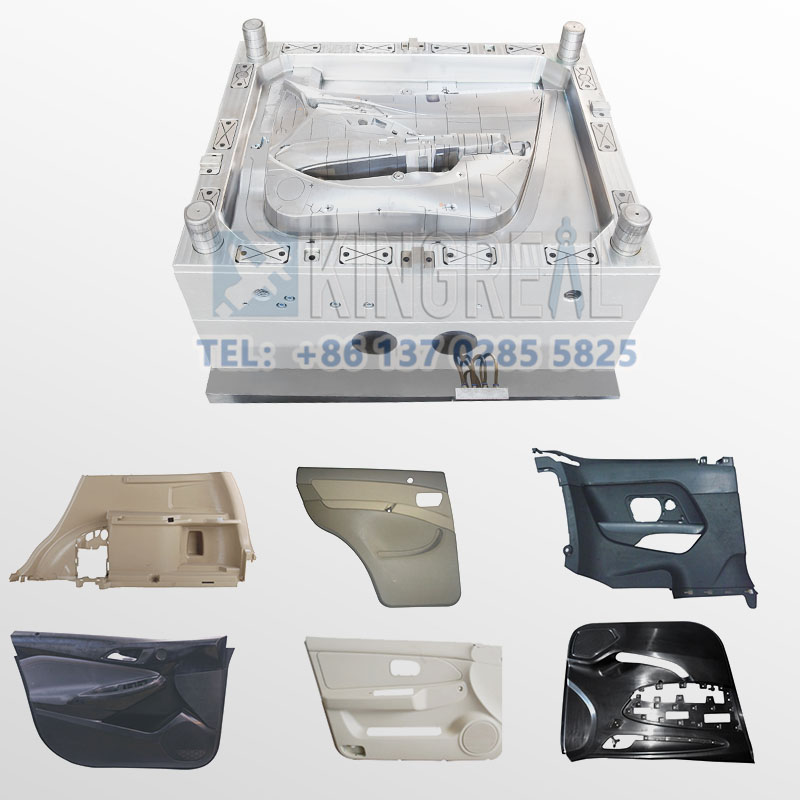
KRMOLD è un produttore cinese specializzato in stampi a iniezione per materie plastiche, con una solida capacità produttiva e una vasta esperienza in progetti di stampaggio a iniezione. Ad esempio, lo stampo a iniezione per pannelli delle portiere automobilistiche è uno degli stampi di grandi dimensioni nel settore dello stampaggio a iniezione per autoveicoli ed è uno strumento chiave per la produzione di pannelli interni per portiere di automobili.
I pannelli delle portiere delle automobili presentano solitamente una superficie lucida e una superficie simile alla pelle, ed è necessario garantire l'assenza di macchie, segni di saldatura e altri difetti, il che rappresenta un'elevata esigenza per lo stampaggio a iniezione di superfici complesse. I pannelli delle portiere presentano spesso, sia all'interno che all'esterno, numerose fibbie invertite, e il meccanismo centrale dello stampo a iniezione di plastica deve essere in grado di estrarre il materiale dallo stampo.
Lo stampo per pannelli porta auto KRMOLD adotta un sistema di canali caldi sequenziali con valvola a spillo e alimentazione a canale normale, ad esempio con 4 o 10 ugelli caldi, per evitare segni di fusione e ottimizzare la pressione di riempimento. Negli stampi a iniezione per pannelli porta auto, il canale di iniezione è a ventaglio prioritario o a banana; la lunghezza del canale è solitamente controllata tra 60 e 100 mm per ridurre la perdita di pressione.

Caratteristiche di progettazione dello stampo a iniezione per pannelli di portiere auto
——
Il nostro vantaggio

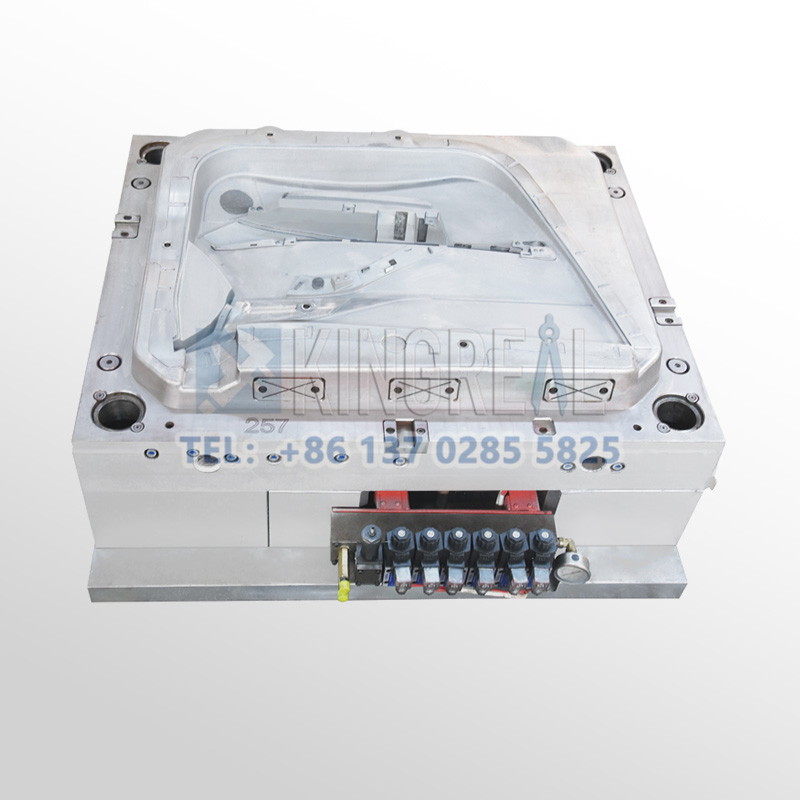
Lo stampo a iniezione per pannelli porta automobilistici adotta un design integrato fisso e mobile, con P20/2738 come materiale principale per i componenti centrali. Le piastre AB dello stampo utilizzano una struttura di chiusura dei bordi su quattro lati, garantendo rigidità e compattezza. Gli elementi strutturali chiave includono blocchi di espulsione angolati, blocchi di spinta e design dei fori della rete. Particolare attenzione deve essere prestata ai blocchi di espulsione angolati per evitare l'adesione dei pezzi o graffi superficiali, soprattutto nelle aree con motivi a rete fitti (ad esempio, griglie degli altoparlanti).

Lo stampo utilizza un sistema di canali caldi con valvole sequenziali a 10 punti, accoppiato a canali freddi e punti di iniezione a forma di banana. Il materiale, PP/EPDM (polipropilene/etilene propilene diene monomero), offre un'elevata fluidità, consentendo una progettazione flessibile dei canali. Per ridurre al minimo la perdita di pressione e garantire la qualità della superficie, la lunghezza del canale freddo è limitata a ≤60 mm (preferibile) o ≤100 mm (massimo). Questa configurazione elimina efficacemente le linee di saldatura sulle superfici estetiche (superfici A).

Essendo uno dei componenti più importanti degli interni automobilistici, la qualità estetica della parte inferiore del pannello della portiera è di fondamentale importanza. Pertanto, i vantaggi e gli svantaggi della progettazione del sistema di controllo della temperatura hanno un impatto significativo sull'efficienza dello stampaggio e sulla qualità del prodotto ottenuto con lo stampo a iniezione.
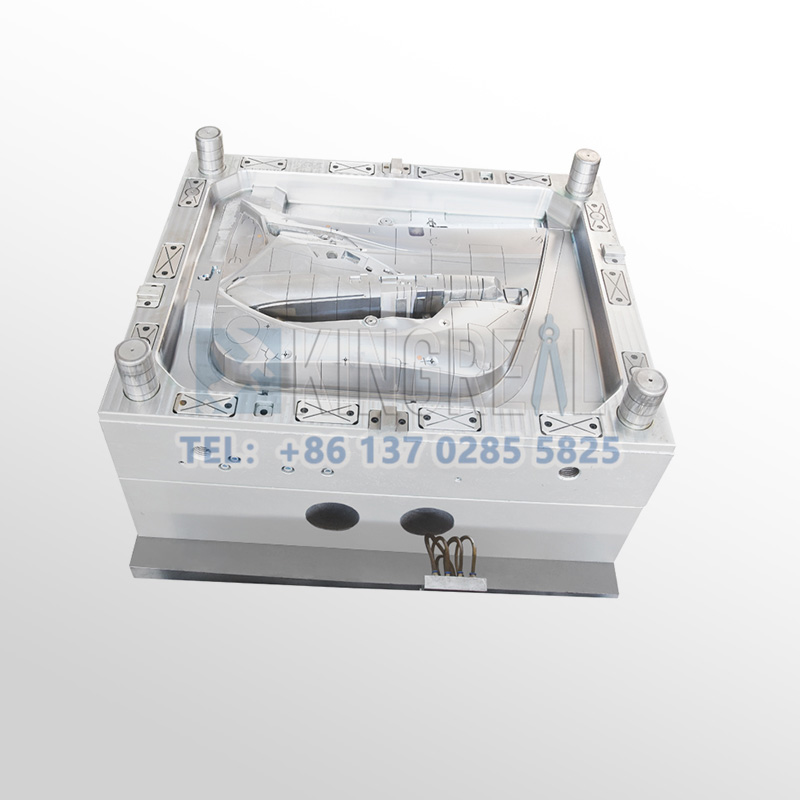
d"Lo stampo a iniezione per pannelli porta automobilistici adotta l'innovativa combinazione di sistema di controllo della temperatura "tubo dell'acqua dritto + tubo dell'acqua inclinato + pozzetto", che non solo garantisce un raffreddamento uniforme delle parti in plastica e riduce i tempi del ciclo di stampaggio, ma migliora anche la qualità dei prodotti finiti dei pannelli porta automobilistici, risultando particolarmente adatto agli stampi a iniezione con elevati requisiti estetici.
Specifiche tecniche dello stampo a iniezione per pannelli portiera auto
——
| Materiale dello stampo | P20/718/738/NAK80/S136/2344.ECC. |
| Software di progettazione | Solidworks/PROE/UG/CAD.ECC. |
| Materiale plastico | ABS/PP/PS/PE/PVC/PA6 e altri |
| Iniezione di runner | Hot Runner\ Cold Runner |
| cavità di stampaggio | Cavità singola |
| Dimensioni dello stampo | 1190*930*720 mm |
| Base dello stampo | xc48 |
| Vita nella muffa | 250.000-300.000 scatti |
Processo di stampaggio a iniezione per pannelli di portiere auto
—

Stampaggio a iniezione assistito da gas
L'ago del gas è solitamente posizionato nella zona centrale sul fondo della cavità dello stampo a iniezione, iniettando la plastica fusa attraverso azoto ad alta pressione per formare un canale d'aria di medie dimensioni nella parte a parete spessa, riducendo la quantità di materiale fino al 40%.
Lo stampo per il rivestimento del portellone posteriore viene iniettato direttamente nella cavità tramite un ago a gas e posizionato vicino al portellone per garantire che il gas fluisca nella stessa direzione del fuso, la fase di mantenimento del gas può eliminare i segni di ritiro e la deformazione nelle aree a parete spessa presenti nello stampaggio a iniezione tradizionale, e la finitura superficiale del pannello della portiera può essere notevolmente migliorata, il che può soddisfare gli elevati requisiti estetici dei componenti di rivestimento degli interni automobilistici.
Lo stampo per il pannello di rivestimento del portellone posteriore KRMOLD adotta la tecnologia a gas e ottimizza i parametri di riempimento (tempo di ritardo del gas 0,5 s, pressione 4,5 MPa) tramite simulazione Moldex3D, ottenendo in definitiva l'assenza di segni di ritiro nell'area a parete spessa con spessore della parete di 43,1 mm.

Stampaggio a iniezione a due componenti
Lo stampaggio a iniezione a due componenti si ottiene iniettando materie plastiche di colori o materiali diversi in due parti in un unico ciclo di stampaggio a iniezione e ruotando o scambiando gli stampi per ottenere una struttura composita. Negli stampi a iniezione per pannelli delle portiere automobilistiche, lo stampaggio a iniezione 2K viene solitamente utilizzato per combinare uno scheletro rigido (ad esempio, PC/ABS) con superfici morbide al tatto (ad esempio, TPE) per migliorare il comfort degli interni e per ottenere guarnizioni a tenuta stagna grazie alla combinazione di un adesivo rigido e un elastomero (ad esempio, LSR).
Lo stampo a iniezione ruota lo stampo posteriore di 180° per ottenere un'iniezione bicolore, mentre lo stampo anteriore è fisso per garantire la precisione dell'allineamento della cavità tra le due iniezioni (tolleranza ±0,01 mm). Il sistema a doppia adesione superiore funziona in modo indipendente, il ripristino a molla evita interferenze di rotazione, pendenza di sformatura > 1,5° (superficie in pelle grezza).
Informazioni su KRMOLD
——
"KRMOLD si concentra sul settore della progettazione e produzione di stampi di precisione, con un team di produzione di oltre 200 tecnici professionisti, un team di ricerca e sviluppo tecnico di oltre 30 ingegneri e un team di assistenza completo che copre la consulenza pre-vendita e la manutenzione post-vendita, fornendo servizi completi che vanno dalla progettazione degli stampi, alla lavorazione di precisione e allo stampaggio a iniezione."
Perché scegliere noi?
1. Servizio completo in un unico punto
Offriamo un servizio completo che comprende l'integrazione dei requisiti, la progettazione e la produzione degli stampi, la consegna e l'assistenza post-vendita.
Il team tecnico è profondamente coinvolto nella fase di progettazione del prodotto del cliente, ottimizzando la struttura dello stampo e progettando i disegni dello stampo tramite software di analisi del flusso di stampaggio (come Autodesk Moldflow, UGNX). Dotato di macchine CNC importate, macchine da taglio a filo Shadick, apparecchiature per elettroerosione a specchio e altre attrezzature di lavorazione di precisione per raggiungere una precisione di ±0,02 mm;
Disponiamo di un'officina intelligente di grandi dimensioni per supportare le lavorazioni secondarie come la serigrafia, la saldatura, la verniciatura, ecc. Applichiamo rigorosamente il sistema di qualità ISO13485 e IATF16949; inoltre, offriamo trasporto gratuito, manutenzione regolare degli stampi e un anno di garanzia.
2. Sistema completo di controllo qualità
Disponiamo di un reparto di produzione completo, che utilizza centri di lavoro a cinque assi Makino, presse a iniezione haitiane e altre attrezzature di fama nazionale e internazionale per evitare ritardi nella lavorazione. Attraverso una macchina di misura a coordinate (CMM) e uno strumento di ispezione tridimensionale, effettuiamo un controllo completo delle dimensioni chiave, implementando un ciclo di gestione della qualità PDCA. Allo stesso tempo, forniamo un rapporto completo di controllo qualità degli stampi a iniezione.
3. Controllo accurato delle consegne per garantire il rispetto delle tempistiche del progetto.
Grazie alla gestione digitale, è possibile monitorare l'avanzamento della produzione fin dall'inizio dell'ordine, per diversi ordini e date di consegna, e, qualora si presentassero fattori che potrebbero causare ritardi, si interviene immediatamente per accelerare il programma di produzione, garantendo al cliente la consegna degli stampi a iniezione di plastica entro i tempi previsti.
Specificare il tipo di plastica (ad esempio PP, ABS) e i requisiti di post-elaborazione (ad esempio spruzzatura, serigrafia) e fornire disegni di parti in plastica 2D o 3D. Allo stesso tempo, fornire il volume di produzione, i requisiti di aspetto, gli standard di tolleranza, ecc.
In generale, i nostri ingegneri inizieranno a preparare il preventivo subito dopo che il cliente avrà fornito i requisiti di produzione completi. Di solito ci vogliono circa 1-3 giorni.
Il lead time per gli stampi a iniezione normali è solitamente di 30-60 giorni, e potrebbe essere più lungo per gli stampi complessi. Ad esempio, il lead time tipico per gli stampi in silicone liquido è di circa 60 giorni, coprendo progettazione, produzione, test dello stampo, ecc.
Tecnologia di lavorazione ad alta precisione: per ottimizzare il processo di progettazione, in combinazione con il software CAD/CAM, vengono utilizzate apparecchiature ad alta precisione come centri di lavorazione CNC (CNC) ed elettroerosione a tuffo (EDM). Controllo qualità: ispezione delle dimensioni principali dello stampo mediante macchina di misura a coordinate (CMM) e verifica di più lotti di campioni durante la fase di stampaggio di prova. Selezione del materiale: utilizzare acciaio per filiere con elevata resistenza all'usura (ad esempio H13, S136) e trattamento superficiale (ad esempio nitrurazione, cromatura) per i dadi delle filiere per prolungarne la durata.
Dopo ogni 50.000 stampi, controllare il pilastro guida, il perno di espulsione e altre parti soggette a usura e pulire la plastica residua e la ruggine sulla superficie dello stampo. Utilizzare grasso ad alta temperatura per le parti scorrevoli (ad esempio, parte superiore inclinabile, cursore) per ridurre la perdita di attrito. Assicurarsi che il circuito dell'acqua sia liscio e che la differenza di temperatura sia ≤5℃ per evitare crepe nello stampo dovute a stress termico.
Il costo dei materiali dello stampo ha rappresentato circa il 30-40% (ad esempio, 1 tonnellata di acciaio P20 costa circa 20.000 yuan), i costi di lavorazione hanno rappresentato oltre il 50% (tariffa oraria della manodopera CNC di circa 80-150 yuan/ora). La produzione in piccoli lotti può scegliere uno stampo in alluminio o semplificare la progettazione strutturale; per oltre 100.000 pezzi si consiglia di utilizzare inserti in carburo per migliorare la durata!
I prodotti a iniezione in stampo devono soddisfare pienamente i requisiti di progettazione (come dimensioni, aspetto) e possono essere una produzione continua e stabile. La marcatura dello stampo, i report di ispezione (come il test di durezza del materiale) e i disegni tecnici devono essere completi.
L'acciaio per stampi (come S136H, NAK80 e altri materiali importati costano di più) e il tipo di embrione dello stampo (il costo a breve termine dello stampo in alluminio è basso ma la durata è breve) influiscono direttamente sul costo; l'uso della tecnologia di progettazione CAD/CAE/CAM, del sistema a canale caldo, ecc. aumenterà l'investimento iniziale, ma può aumentare i vantaggi a lungo termine (come la riduzione delle materozze, l'aumento della capacità produttiva).


